
很多精密模具会出现首件尺寸合格,但量产过程中尺寸逐步漂移、批次间一致性变差、配合尺寸波动超差等问题,这类现象并非偶然误差,而是模具精度保持性不足的典型表现,也是影响量产良率的核心技术痛点。
模具尺寸不稳定的四大误差根源
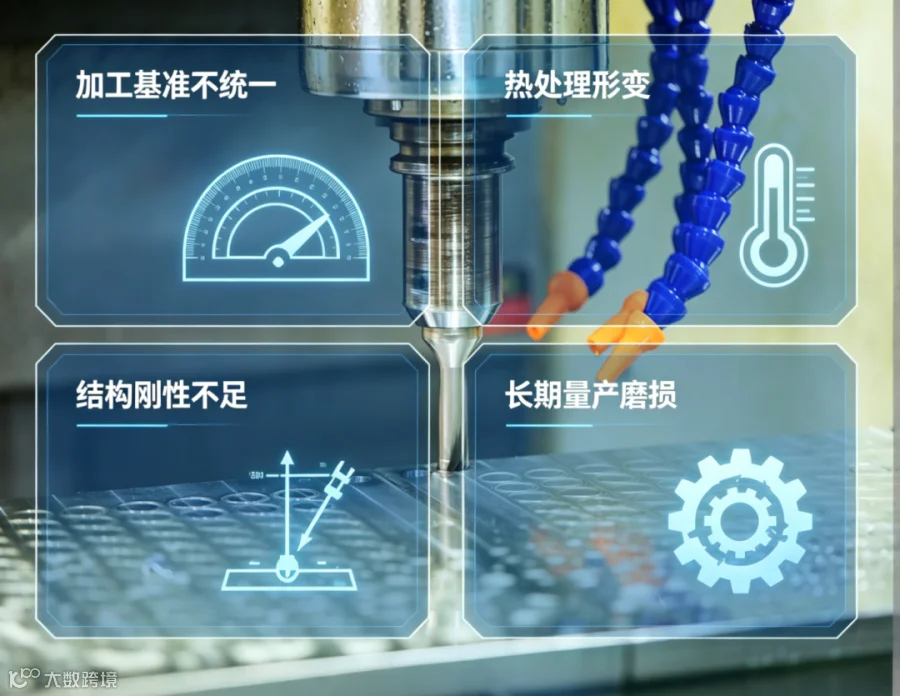
从模具技术体系分析,尺寸不稳定的根源来自四大误差传递环节。
第一是加工基准不统一,多工序加工中基准转换过多,导致累积误差逐步放大,关键尺寸缺少全程一致性管控;
第二是热处理工艺带来的形变,模具型腔与模架材料在热处理过程中出现微量变形,若未提前做形变补偿,会直接造成成型尺寸偏离理论值;
第三是模具结构刚性不足,在高压注射、开合模冲击下,型腔、镶件、滑块产生弹性形变,压力波动越大,尺寸偏移越明显;
第四是长期量产中的磨损,导向部位、分型面、摩擦位置磨损后间隙扩大,合模精度下降,尺寸也会随之持续偏移。
全流程模具精度保持核心技术方案
实现模具长期尺寸稳定,需要建立全流程精度保持技术方案。设计阶段根据产品材料收缩率、成型压力、温度场分布,提前进行尺寸补偿,降低成型过程中的形变影响;强化模具整体刚性,优化型腔支撑结构、模架厚度与受力分布,减少高压下的弹性形变。
加工环节执行基准唯一性原则,关键尺寸全程采用同一基准,重要尺寸设置多序检测复核,确保初始精度达标。同时合理设计耐磨结构,对导向、摩擦部位选用耐磨材料或做表面强化处理,延缓量产磨损速度,延长精度保持周期。
高精度模具的核心判定标准

真正稳定的模具,不仅要做到首件合格,更要在数万模量产周期内,保持尺寸波动范围始终在公差允许区间内。
END

关注我们
CMS匠心模具
联系电话
13914259080
