一、投料试车前的准备工作
1.泵在装上管线之前应尽一切努力确保从管道和相关设备中除净各种碎屑和杂物。只有当整个装置系统清理后,才可安装泵。2.检查泵的吸入管线和排出管线上的压力表是否安装,这一点很重要,监测泵的进出口压力差,就可以判断泵是否正常运行,它既是试车时观察泵的起动、运行是否正常的一种监测手段,也是投产后对泵的运行情况进行现场监测的极好手段。
3.进出口管线上的压力表应以同样的量度单位校准,并测定绝对压。保证压力表的灵敏度和准确度。
4.所有管道和相关设备均须检查以确保安装无误,而且无泄漏。
5. 轴承箱储油室加入46号机油,油位应在油位计中心线2毫米左右。
6.检查联轴器,使其对中。
二、投料试车
1.打开电动机风扇护罩,用手盘动电动机风扇,检查泵的转动是否轻匀,并细听泵腔内有无异物碰撞声或严重摩擦声;如有,则应查出原因及时排除;如无,则可判定泵内无异物处于正常状态,将电动机风扇护罩装上。
2.关闭泵上的所有排液口和排出口管线上的切断阀(出口阀),全开(开足)吸入口管线上的切断阀(进口阀),使泵充满液体。
3.间断打开出口管线上的排气阀(放空阀),排净空气或蒸气。
4.点动电动机一秒钟即关闭,观察和判定电动机的转动方向是否与泵体上标示的箭头方向一致。如不一致,表明电源相位接反,需调换相线,倒相后,仍需点动电动机一秒钟,判定转向一致无误。
5.检查并再度关闭出口管线上的切断阀(出口阀)。
6.注意出口压力表的读数,然后启动电机。出口压力应迅速上升,然后保持稳定。如果压力表指示不稳定并回落到较低值,即便是很短时间的不稳定,也必须立即关机停泵。压力不稳定现象表示泵内正在吹扫出空气或蒸气。
7.停泵后需等待20~30秒钟,然后再重新排气,重复起动步骤。可能要重复数次,直至出口压力达到规定值的读数,并保持稳定值,只有在压力表读数稳定正常的情况下,才表明泵已充分注液启动。
8.当泵稳定运转时,应倾听有无不正常的噪音,既要倾听泵头部分,又要倾听电机部分。还要仔细监测泵运转时的振动情况。部位常在叶轮出口或压水室出口处。汽蚀对泵的危害很大,应立即停机检查。
9.如果异常噪音来自电机端,并伴有振动量过大,而在泵头部分无明显噪音,则重点应检查电动机轴承有无损坏,轴承润滑油脂是否干燥变质。
10.如果异常噪音来自泵头端,若有金属刮擦声,应当立即停泵,分析原因,若必须拆卸泵找出噪音源,请参考本手册第五章泵的拆装。
11.如果噪声为隆隆声并伴有机组的强烈振动,好象泵壳内有许多“石头弹子”相互撞击一样,这就是汽蚀现象。汽蚀现象是液体在一定温度下,由于某种原因使泵的进口处的压力低于液体在该温度下的汽化压力(即饱和蒸汽压),液体开始汽化而产生汽泡,并随液进入高压区时,汽泡破裂,周围液体迅速填充原汽泡空穴,产生水力冲击。汽泡破裂时,液体质点互相冲击,将产生600~25000Hz的噪声及机组振动,两者相互激励使泵产生强烈振动,即汽蚀共振现象。这种汽泡的产生,发展和破裂现象就是汽蚀。汽蚀不仅产生噪音、振动,使泵性能突然下降,而且将产生过流部件剥蚀及腐蚀破坏。汽蚀发生的部位是在叶轮进口处,或是液体高速流动的地方,而腐蚀破坏的部位常在叶轮出口或压水室出口处。汽蚀对泵的危害很大,应立即停机检查。
(1)要检查吸入管道系统有无堵塞物,吸入管道供料不足或者紊流失衡都将产生汽蚀。
(2)应与系统设计者联系,重新核实泵的有效汽蚀余量(NPSHa),检查计算有无问题,汽蚀现象是有效汽蚀余量NPSHa(泵的净正吸入压头)不足所造成的必然后果。应确保有效汽蚀余量(NPSHa)值至少要比泵所需的值(NPSHr值)高0.6m以上。
12.离心式磁力泵与一般的离心泵一样,工作时不允许汽蚀产生,因此,必须保证NPSHa—HPSHr>HPSHa安全余量S,不能满足此要求时,可采取提高NPSHa值或降低HPSHr值的方法予以解决。通常可采用:(1)降低泵的安装高度(提高吸液面位置或降低泵的安装位置),必要时采用倒灌方式。
(2)减小吸入管路阻力,可采用加大吸入管管径;减少管路附件、底阀、弯管、闸阀等措施,改进吸入条件。
(3)提高流道表面光洁度,对流道进行打磨和清理。警告!!!不得在汽蚀情况下让泵继续运转。
13.当找到汽蚀原因并予以解决后,可继续进行试车。
14.在试车中,必须注意观察泵在运转中进出口之间压力差。应以出口压力表读数减去进口压力表的读数,来核验进出口压力差之值,是否能满足工艺流程的设计要求,是否符合泵性能所标示的值,对于出现的任何偏差,均应进行仔细的研究。
15.上述所有的试车步骤和检查,均可在很短时间内完成。在一切正常的情况下,试运转应持续多长时间,将由用户根据实际情况和要求来决定。
磁力泵的操作
一、磁力泵的操作要求
1.磁力泵在正常操作条件下,磁力驱动装置不会发生随时间推移而老化退磁现象。但当泵过载、堵转或操作温度高于永磁体许用温度时,就会发生退磁、滑脱。因此,磁力泵必须在正常操作条件下运行;
2.磁力泵严禁空转。磁力泵泵内无输送介质的空运转,必将导致内磁转子、密封隔离套及滑动轴承等主要零部件损坏;
3.磁力泵输送的介质,不允许含有铁磁性物质和硬质颗粒;
4.磁力泵不允许在小于额定流量30%的条件下长期工作,也不允许在大于额定流量30%以上长期工作,只允许在正常流量范围内运行;因此,要特别注意出口阀门的开度。
5.磁力泵在运行中无需进行任何保养,但应经常检查电流、温升和出口压力是否正常,是否渗漏,运行是否平稳,振动和噪声是否正常,发现异常情况应及时处理。
二、磁力泵的操作程序
(一)起动
1. 泵的安装位置低于液面(呈灌注状态),起动前应先关闭排出管路的切断阀,然后打开(全开)吸入管路的切断阀,使输送液体充满泵腔和转子室,并打开放空阀,排净泵内空气后,再关闭放空阀。如果泵的安装位置高于液面(呈真空状态),起动前,也应首先关闭排出管路的切断阀,然后打开(全开)吸入管路切断阀,采用真空泵抽真空或进行灌液,使泵腔和转子室及吸入管内充满液体,并排净泵内残留气体后,再关闭放空阀。
2.如果泵系第一次起动或维修中拆卸过电动机电缆,则起动前应先点动以检查和判定电动机相位是否符合泵旋转方向的要求,电动机的转动方向是否与泵体上标示的箭头方向一致,避免反转。判明转动方向正确后,再行起动。
3.泵起动后,应缓慢打开出口管路切断阀,使泵平稳地进入正常运行状态,调节出口切断阀的开启度,使泵工作在所需的工况范围。切忌急速打开出口管路的切断阀,并严禁将出口切断阀全开。一般来说泵的正常工况范围约在出口切断阀1/2 ~ 2/3开启度之间。在出口切断阀关闭情况下,泵运转的时间一般不要超过1分钟。
4.泵起动后,操作人员不应立即离开现场,而应在现场观察一下泵的运转情况:看看进、出口压力是否在正常范围,特别是出口压力是否平稳;电动机的电流是否在额定范围之内;听听泵头部分和电动机部分有无异常噪音。待泵运转稳定后,再离开现场。如果发现有汽蚀、汽阻或噪声、振动过大等现象,应立即停机,重新排气或排除故障后再起动。
(二)运转
1.泵在运转中要经常察看流量和压力的情况 ,并经常检查电动机的温升情况,电动机的极限温度不应大于75℃,如有过份发热现象,应停机检查。
2.在运转过程中,发现有非正常的噪音或噪声大、振动剧烈等现象时,应立即停机检查;装有监控保护器的泵,在自动停机后,也应根据停机报警原因,立即进行检查。主要检查滑动轴承系统、内、外磁转子及密封隔离套等零部件是否损坏,对损坏的零件应及时更换,排除故障。
3.泵在运行中,吸入管路的切断阀要处于全开状态,绝不允许用吸入管路上的切断阀来调节流量,以免产生汽蚀。
4.泵一般不宜在低于30%的额定流量下长期运转,如果必须在该条件下使用时,应在出口管路上安装旁通管(回流管),由切断阀控制回流量,将多余流量回流入进口端储液罐,使泵的工况流量达到工艺要求的流量范围。
5.经常检查地脚螺栓的松动情况、泵体温度与吸入口液流的温度是否一致以及出口压力表的波动情况。
(三)停机
1.泵要停止运行时,应先缓慢关闭出口管路切断阀,而后再关闭电源,停止运转。2.关闭进出口管路压力表,泵在灌注状态下还要关闭吸入管路切断阀。
3.若环境温度低于液体凝固点时,要放净泵内的液体,以防介质在泵体内凝固,影响泵的再起动;若输送介质易沉淀、结晶和凝固,使用后应及时清洗。
4.装有A、B泵的工位,在使用中不宜轮换使用,尤其是输送易沉淀、易结晶、易凝固介质的泵,更不宜轮换使用。因为轮换使用就失去了装备A、B泵的目的。备用泵只允许在工作泵出现故障后使用。
5.长时间停止使用的泵,除将泵内的腐蚀性液体放净外,还要用清水冲洗干净,最好是将泵拆下清洗保养后再重新装好,并将泵的进、出口封闭后妥善保管。
三、常规操作警示!!!
为了确保磁力泵安全、平稳、无故障地长期运转,对泵在常规操作下需要特别注意的事项,警示如下:
1.不能让泵空转泵一旦空转,泵内滑动轴承即失去润滑而迅速磨损,甚至在几分钟内毁坏,内磁转子的涡流热因失去冷却而迅速升温,导致高温退磁,在短时间内也将毁坏。为避免这种情况,本公司可以提供“监控保护器”。
2.不能让泵在出口阀门关闭时长时间运转当流量趋于零时,叶轮所需的功率并不为零,这样,传输给叶轮的功率在泵运转时将转化为热量,泵送液体会产生过热而汽化。此时,滑动轴承也会失去液体润滑,很快磨损或毁坏;同样,内磁转子与隔离套的间隙很小,在汽化条件下也会失去液体将热量带走,而迅速升温,导致高温退磁而损坏。3.不能让泵汽蚀管程的改变、过程温度的变化或进贮槽、贮罐输送液体的改变,都可改变泵的有效汽蚀余量(NPSHa),即有效净正吸入压头,其结果,都可能产生汽蚀。汽蚀能在短时间导致泵的严重损坏。4.不能让泵在流量不足或流量过大的情况下长时间运转因泵在远离规定的流量时运转,会导致过高的轴承载荷、较低的差压头及汽蚀,迅速使泵损坏。
5.不能让泵在并联使用下流量失衡如果必须要用两台泵来满足一个特定的负载时,则必须极其细心地对两台泵的流量加以控制,两台泵的流量应均衡地保持在各为所需流量的65%~70%的范围内,否则将会出现系统阻力及流率的变化和泵的轴向力失衡和汽蚀等问题,从而导致轴承及其它零部件的磨损。
6.不使泵超过额定温差泵在运行中必须仔细监测过程环路中的温度变化,不使泵遭受超过额定值的温度偏差。
7.不能使泵遭受热冲击在通常条件下,泵的加热或冷却速率不应大于每分钟10℃。因为,泵在过急的热冲击下,可能导致滑动轴承系统的过早损坏。
8.不允许泵在未排净气体的情况下起动泵及相关管道布置在起动之前应彻底排气,以确保泵的进口不存在气体
9.不允许泵逆向起动和运转泵的运转方向应按制造厂规定的方向起动和运转,否则会造成泵内温度骤升、叶轮脱落,继而严重损坏泵的后果。严格遵守上述9条警示,即可杜绝磁力泵90%以上非正常损坏。 故障的诊断及排除磁力驱动离心泵具有一般离心泵的所有特性,但没有机械密封离心泵的轴封泄漏问题。磁力泵的绝对无泄漏彻底杜绝了有轴封泵因泄漏而给化工工艺流程带来的事故隐患。磁力驱动泵设计精巧,结构紧凑,零部件少,易损件少,故障率低。在泵的工况范围内正常操作和运行,一般不会发生故障。根据国外先进国家和本公司的统计表明,磁力泵在进入正常运行后,95%以上的故障,源于误操作或工艺流程中出现液流的骤变。当然,除了非正常故障外,磁力泵在长期运行中,也会因自然磨损而出现这样或那样的问题。无论是非正常出现的故障,还是由自然磨损而出现的问题,一般来说,泵在出现下列故障现象时,就应立即停机检查、诊断,找出起因,予以排除:
1.叶轮出现明显噪声磁力泵的叶轮不直接与电机相连,而且支承泵轴的又是自润滑性良好的滑动轴承,在正常运行中,叶轮在泵壳内作功旋转,只有很小的液流声,如果出现明显噪声,则表明泵出问题了。
2.电动机出现噪声、振动和温升超常电动机是泵的动力源,如果电动机出异常噪音和振动,温度高出75℃,则表明不是电动机自身出现故障,就是由于泵的负载增大导致电动机过载,必须停机检查。
3.泵的出口压力骤然下降或波动大泵在额定工况范围内运行,出口压力应稳定在工况点上,如果出现压力下降,或压力波动大,流量、扬程不足、不稳,则表明泵出问题了。
4.泵机组振动大,杂音刺耳磁力泵的振动一般只有轴封泵的1/16~1/15,振动和噪声比机械密封要小得多,如果出现振动大和有刺耳的噪声,则表明泵出问题了。
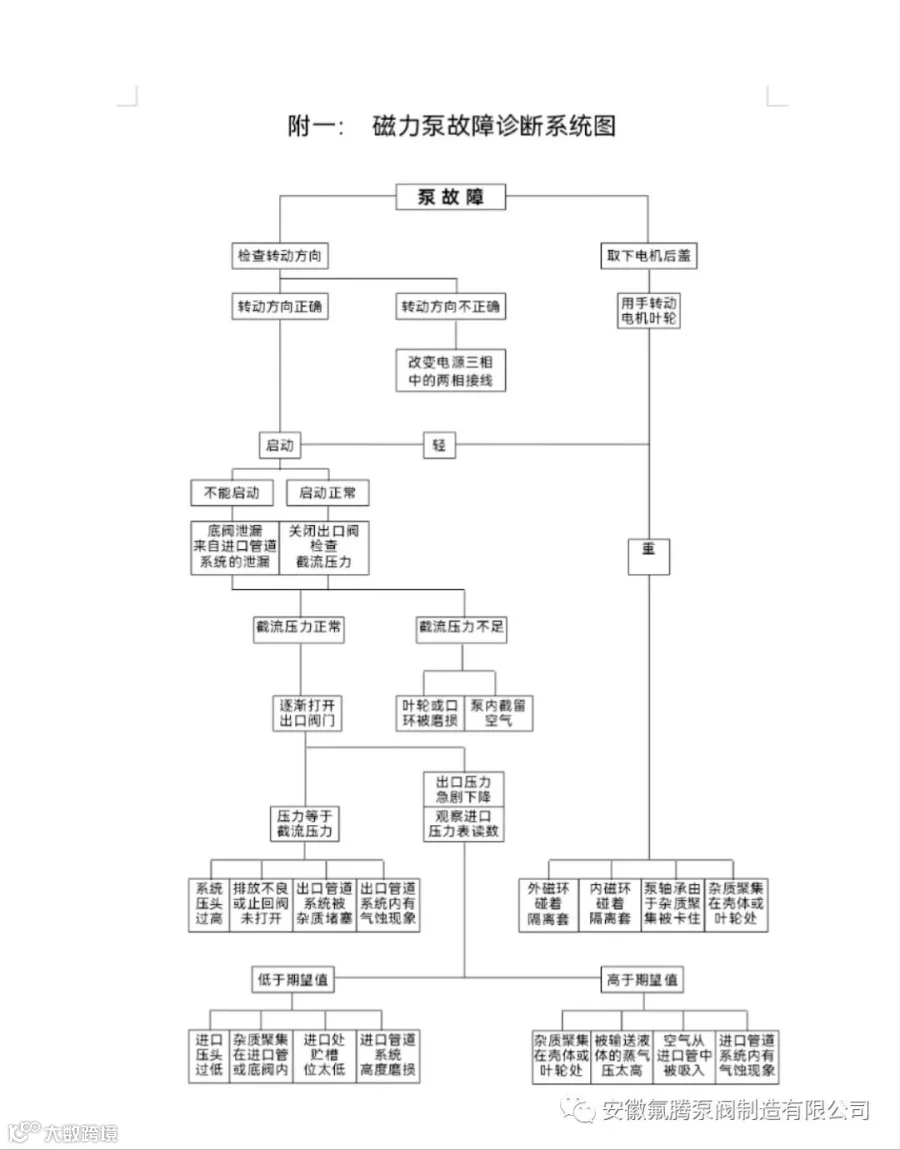
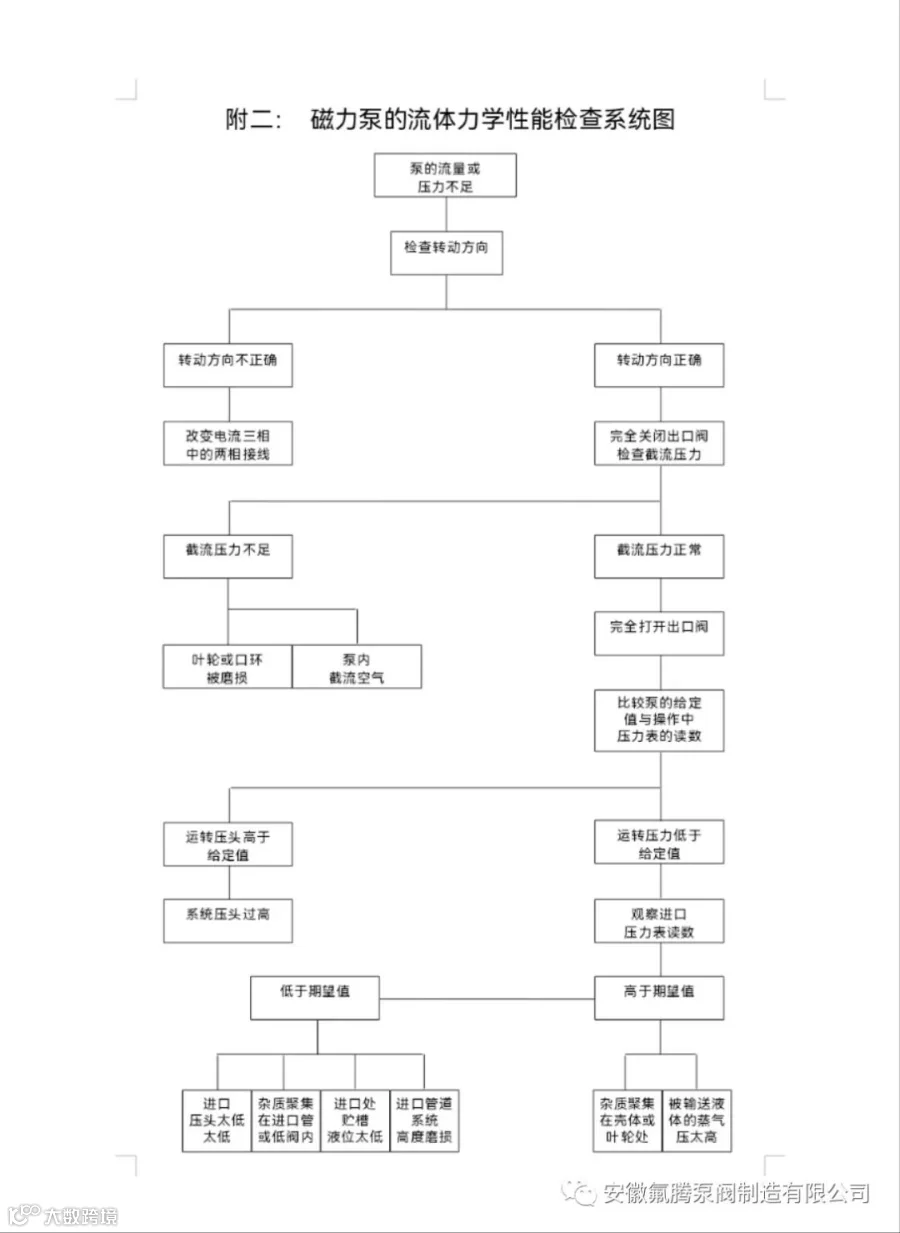
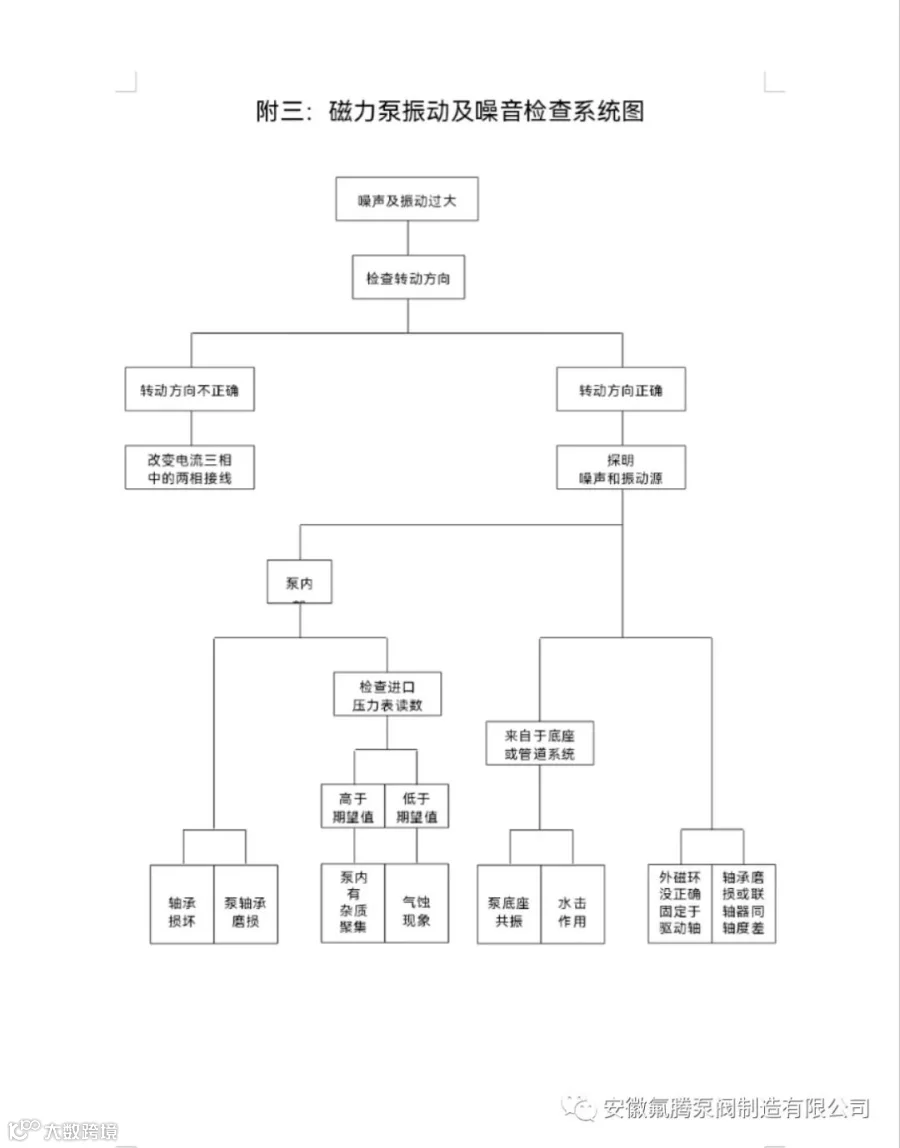
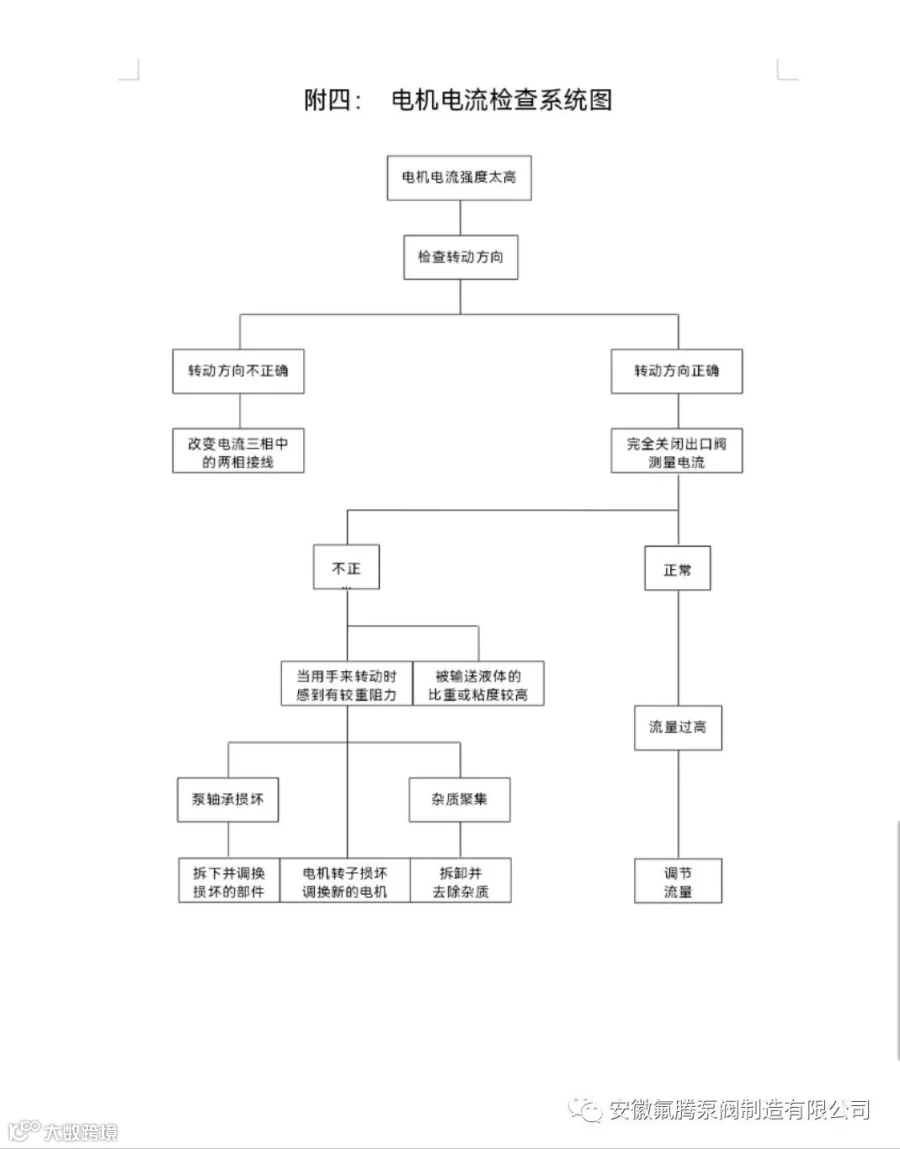
5.功率消耗增大泵在额定工况下运转,功耗不会超过配用电动机的额定电流,如果出现功耗增大,这表明泵出问题了,或者电动机出现故障了。在停机诊断中,需要拆泵解体检查,需仔细阅读本手册第五章“泵的拆卸和装配”的说明,按说明中的拆装程序进行操作。为了帮助用户迅速、准确地进行诊断,查出原因,及时排除故障,可按下列图表所示的检查顺序,进行诊断、排除。
附图
一、磁力泵故障诊断系统图附
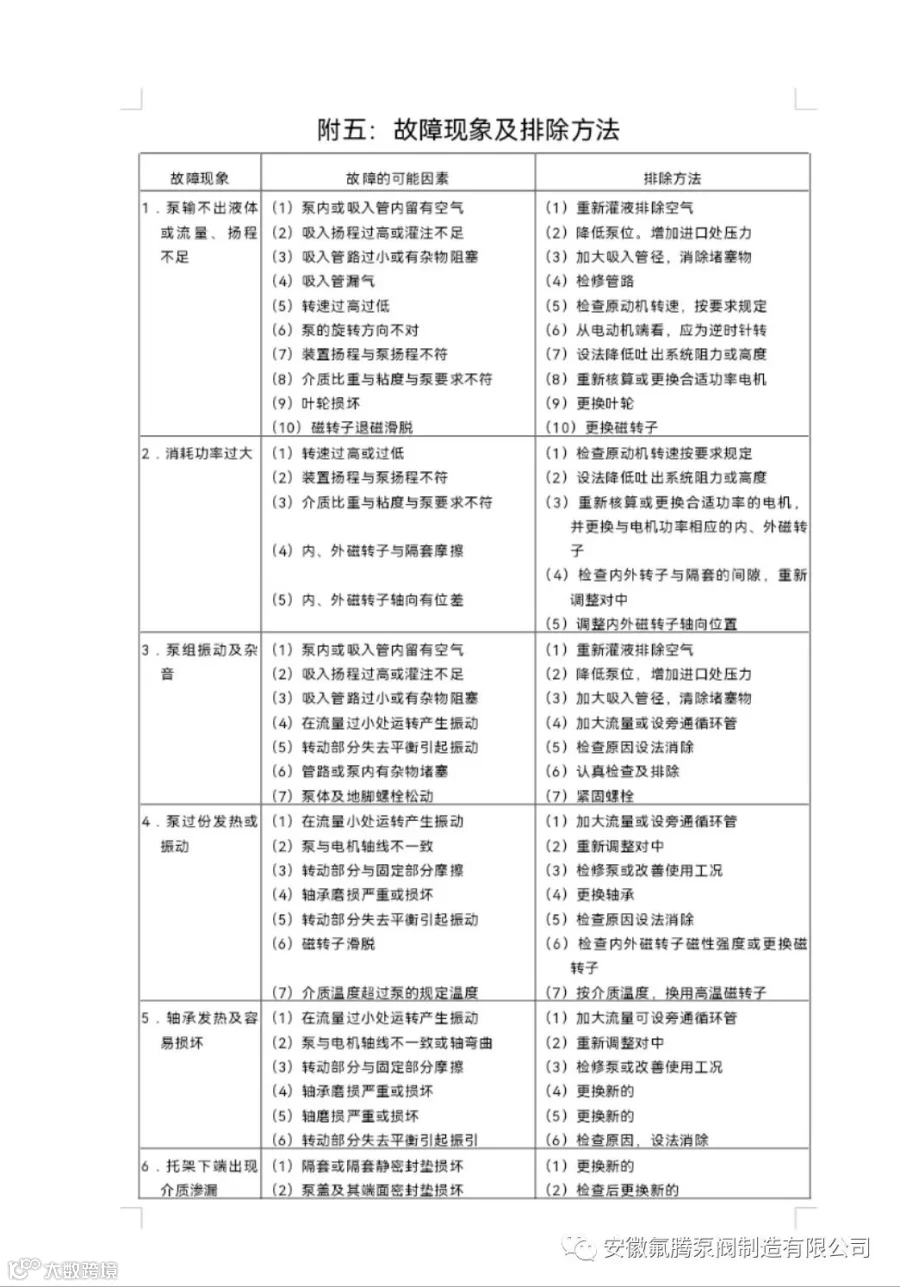
二、磁力泵的流体力学性能检查系统图附三、磁力泵振动及噪音检查系统图附四、电机电流检查系统图附五、故障现象及排除方法