

一、制袋生产工艺流程
原材料经配比搅拌后,通过拉丝、圆织、裁割、封口、打包等工序,生产厚度在 0.025mm以上的吨袋, 工艺流程如下:
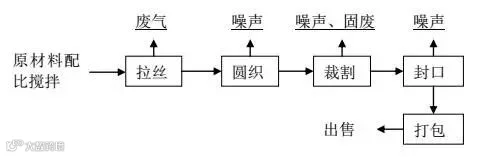
图1 生产工艺流程图
(一)拉丝:拉丝生产线包括螺旋上料机、拉丝机、冷却水槽、牵引机、收
卷机等部分。首先将外购原材料聚丙烯、防老化抗紫剂母料进行配比,通过螺旋提升机进入密封搅拌机(机内温度约200℃), 经大约15min搅拌均匀后,通过螺旋提升机进入拉丝机进行融化,融化后的原料从拉丝机挤出成薄膜状,进入冷却水槽进行冷却。
冷却方式采用直接冷却法, 聚丙烯薄膜通过牵引辊, 进入容积约 0.9m3的冷却水槽冷却固化, 冷却循环水自流进入厂房东北侧的循环水池进行冷却, 回流到冷却水槽中继续使用。
经冷却后的聚丙烯薄膜在拉丝机上切丝, 然后由多个牵引机进行拉伸, 以满足产品厚度、宽度的要求,并增强产品的韧性。末端通过收卷机收卷成线锭,供后续工序使用。

(二)圆织:拉丝工序加工好的丝在圆织车间通过4台圆织机进行编织,编织成筒状编织袋并打卷, 进入下道工序继续生产。
(三) 切割: 按照客户不同尺寸要求进行切割。
(四)封口:切割好的编织袋用专用缝纫机进行缝底,并用密封条对缝底部分进行密封, 进一步提高产品密封性。
(五)打包:将制造好的吨袋进行打包压缩,以减少产品所占空间,便于后续储存和运输。
注意环节: 制袋过程无生产废水。 噪声主要为生产设备在运行时产生的机械噪声, 这些噪声在55~70dB(A)之间; 固体废物主要是裁割过程中产生的边角料;废气主要是拉丝过程中产生的有机废气。

二、吹膜生产工艺流程
应客户需要,部分吨袋产品需要在内侧加一层防水层,即添加一层防水薄膜,该薄膜通过吹膜工艺生产。原料通过上料机加热后进入机台,通过吹膜、裁割等工序制成成品薄膜。 工艺流程及产污环节如下:
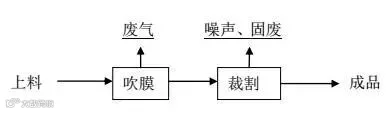
图2 吹膜生产工艺流程图
(一)吹膜:聚丙烯通过上料机加热(温度约200℃)融化后进入机台,通过上方牵引机垂直向上拉伸成筒状薄膜, 通过自然冷却后, 打卷保存。
(二) 裁割: 制成的薄膜按照客户的尺寸大小用裁剪机进行裁割。
注意环节: 吹膜工艺不产生生产废水。噪声主要是生产设备在运行时产生的机械噪声, 这些噪声在55~70dB(A)之间; 固废主要是裁割过程中产生的边角料。

【公司简介】瑞华实业成立于2003年,凭着“一切以客户为中心”求发展,求生存!14年不断努力,公司稳健发展,为更好服务广大新老客户,公司于2010年创立晋江尚晟塑料制品贸易有限公司(注册资金:168万);2013年创立晋江市尚晟文化传媒有限公司(注册资金:188万);2015年创立福建省尚晟环保科技有限公司(二厂,注册资金:1680万),2016年创立福建省瑞华实业(漳州)发展有限公司(三厂,注册资金:2000万);目前总生产基地占地60余亩地。
我们始终秉承<让客户发财,求市场发展>的经营理念来与客户交流……我们的宗旨:质量第一,客户至上;持续改进,追求卓越。瑞华实业愿与广大新老客户开展多渠道,多方位的真诚合作,共创辉煌!
校对:粉小薇
相关阅读:
微粉学院(第二期)石英砂环保生产技术高级研修班 热!

了解更多吨袋制作流程,请猛击 阅读原文