杂质在石英中的赋存状态主要分为三类:第一类是溶解在石英晶格中(替换型和间隙型),很难去除;第二类是金属杂质的单相矿物,为固体包裹体,比如Al 杂质元素主要赋存在云母,长石这类矿物中,Fe 杂质元素赋存在赤铁矿黄铁矿中;第三类是流体包裹体中的溶解盐类,流体包裹体按形态分为三种不同的类型,分别为单相流体包裹体、双相(汽+流体)包裹体和多相(汽+流体+固体包裹体)。
由于石英中杂质赋存的物相复杂性,热处理工艺常常被广泛应用于石英矿物的加工提纯过程,起到预处理除杂作用。热处理工艺主要包括传统高温氧化煅烧和微波处理两种。因此,利用微波选择性加热、石英不吸波这种特性,可以在较低温度下对石英中的气液包裹体进行剔除。
高温煅烧法通常是通过煅烧石英,使流体包裹体达到均一温度,继续加热使流体包裹体内部应力超过石英的承受能力,使流体包裹体发生爆裂而暴露,后续再使用酸处理来溶解这些包裹体杂质。
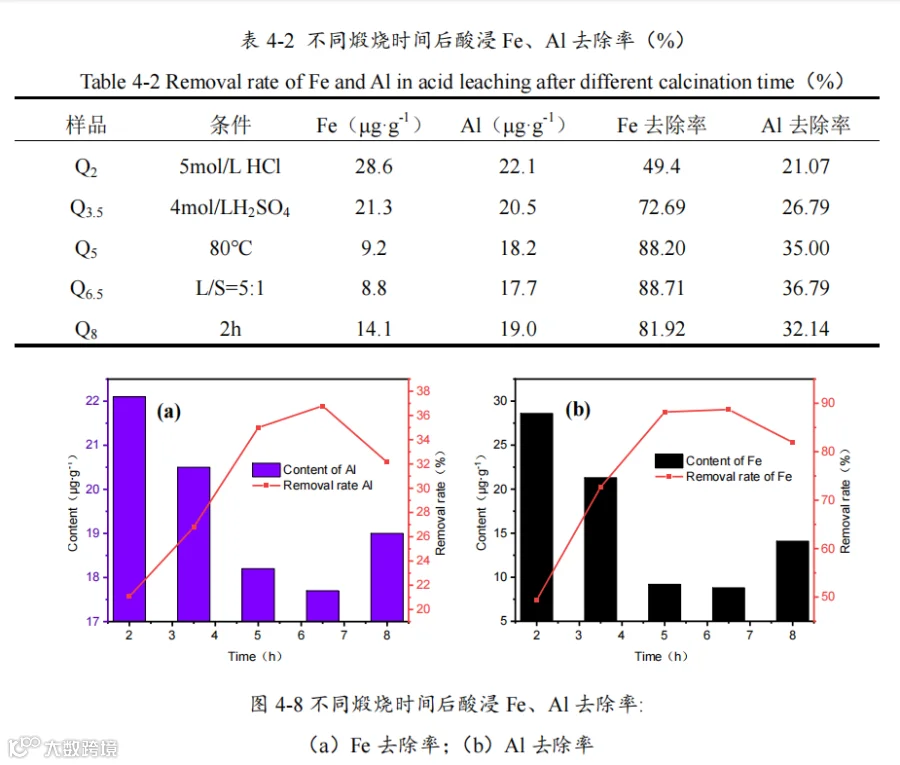
最佳的煅烧温度为 900 ℃,为研究不同煅烧时间对安哥拉矿除杂的效果,表 4-2 和图 4-8 为不同煅烧时间对安哥拉石英矿酸浸除杂结果。由表 4-2 和图 4-8 可知,随着煅烧温度的升高,两种杂质的去除率都先升高后减少,当煅烧时间为 6.5 h 时,Fe、Al 去除率达到最高,分别为 88.71%和 36.79%。这是因为在 900 ℃会发生晶型转变,由 β-石英转变为 β-鳞石英,这期间需要耗费较多时间。晶型转变过程石英体积膨胀,产生裂纹,水淬过程使内部原有的热应力瞬间释放,之前产生的裂纹更加宽且深,使更多杂质暴露在石英表面。
这可由第 4 章 4.1.1 中煅烧时间对石英表面形貌的影响效果来解释,因为当煅烧时间过久,石英表面的一些细小颗粒出现熔融现象,覆在石英基质面,堵住了已产生的裂纹,减少酸液与石英接触面积。煅烧 5 h 后的酸浸 Fe、Al 的去除率分别比煅烧 6.5 h 下的低 0.5%和 1.79%,除杂效果相差不大,考虑到能源的消耗问题,选择煅烧 5 h 为最佳煅烧时间。
微波加热不同于传统的高温焙烧,是一种内部加热方式,因此温度分布与传统加热不同。材料的微波吸收能力与介电常数和极性有关,介电常数越大,极性越强,越易加热。利用傅里叶变换红外光谱仪和偏振显微镜,分析石英在微波加热前后气液包裹体的变化规律。
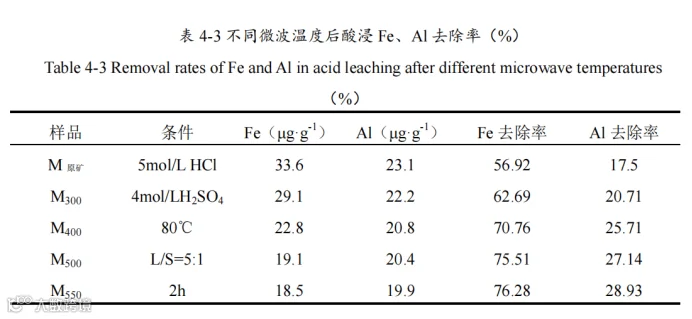
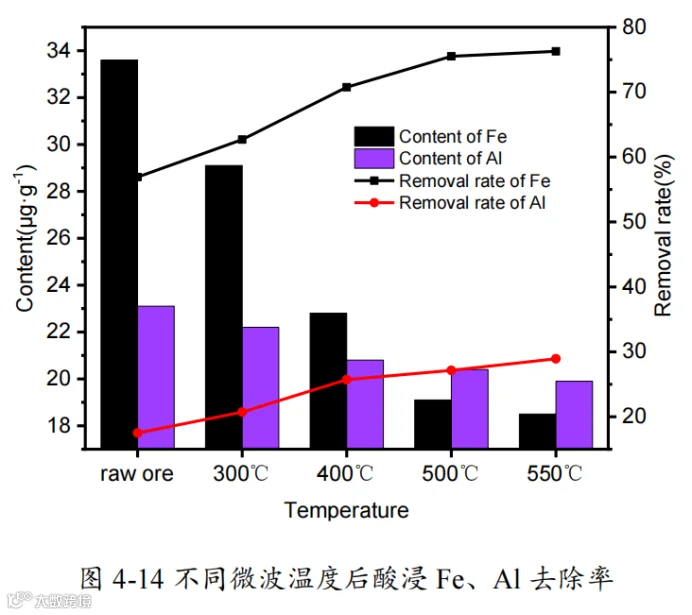
随着微波温度的增加,酸浸时安哥拉石英砂中Fe、A1 杂质去除率增加,当微波温度从 300℃提升到 400℃时,Fe 的去除率由 62.69%增加到 70.76%,A1 的去除率由20.71%增加到 25.71%。当微波温度为 500℃℃,酸浸后 Fe、Al 杂质的去除率分别为 75.51%和 27.14%,与微波 600“C处理酸浸后的 Fe、Al 去除率相差不大,这是因为微波温度超过 500°C后,石英砂表面的孔洞并没有增多和扩大,因而酸液与石英表面的接触面积没有增加,酸浸时 500℃微波和 550 ℃℃微波条件下的除杂率变化不大。故选择微波处理温度为 500°C。
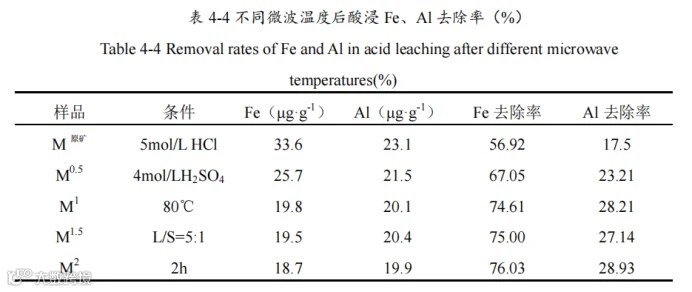
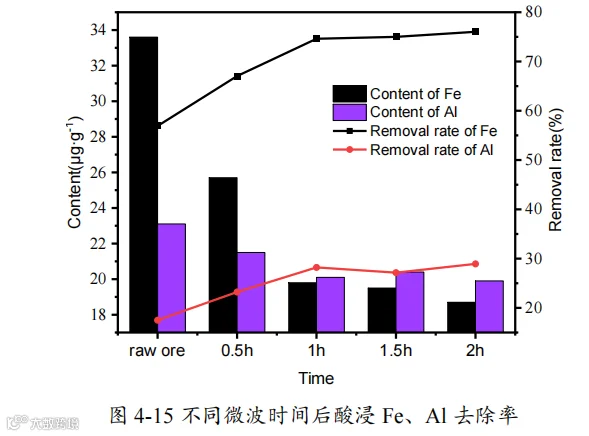
随着微波时间的延长,酸浸时 Fe、Al 的去除率不断升高。当微波时间从0.5 h 增加到 1 h 时,Fe 的去除率由 67.05%增加到 74.61%,增加了 7.56%,Al的去除率由 23.21%增加到 28.21%,增加了 5%,从 4.2.3 章节不同微波时间红外光谱可知,微波 1 h 后气液包裹体的去除量比微波 0.5 h 后的多,这表明石英表面的孔洞更多,酸与石英砂的接触面积更广,故酸浸时杂质的去除率更高。当微波时间为 1.5h 时,Fe、Al 杂质的去除率分别为 75%和 27.14%。微波时间为 2 h时,Fe、Al 杂质的去除率分别为 76.03%和 28.93%。故微波时长超过 1 h 后,酸浸时杂质的去除率相差不大,可选 1 h 为微波处理时间。
煅烧-微波-酸浸联合工艺手段对安哥拉石英矿进行除杂。煅烧温度选择 900 ℃,煅烧时间为 5 h,水淬干燥后研磨成 120-220 目的石英砂,接着进行微波处理,微波温度选择 500 ℃,微波时间为 1 h,再进行酸浸实验。酸浸条件为反应时间 2 h,温度 80 ℃,液固比 5:1,盐酸浓度为 5 mol/L,硫酸浓度为 4 mol/L。最后,对煅烧-微波-酸浸联合工艺处理后的安哥拉石英的表面形貌、气液包裹体存在情况与金属杂质含量多少进行分析。实验流程如图 4-17 所示。
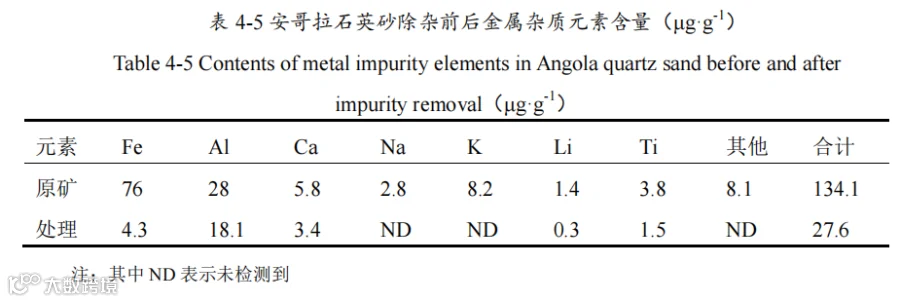
对煅烧-微波-酸浸联合工艺手段处理后的安哥拉石英砂进行 ICP-OES 测试,得出各种金属杂质的成分和含量,结果如表 4-5 所示。由表 4-5 可知,经过煅烧-微波-酸浸联合工艺手段处理后的安哥拉石英砂中 Fe 的去除率最大,由原来的 76 μg·g-1 降到了 4.3 μg·g-1,去除率为 94.34%。安哥拉石英砂中全部金属杂质元素由原来的 134.4 μg·g-1 降到了 31.6 μg·g-1,金属杂质去除率为 79.41%,SiO2 的纯度为 99.997%,达到 4N 级高纯石英砂的水准。
本章主要利用煅烧和微波两种热处理手段及其联合工艺,对安哥拉石英砂的表面形貌、晶型、气液包裹体的含量及对后续酸浸去除金属杂质的影响进行研究,探索最佳的热处理除杂工艺条件。
(1)得出最佳煅烧条件:温度 900 ℃,时间 5 h。在 900 ℃煅烧 5 h,只有部分安哥拉石英由 β-石英转变为 β-鳞石英,属于重构型转变,需消耗大量能量和时间。900 ℃煅烧 5 h 后,安哥拉石英晶型转变过程伴随体积膨胀率约为 14.4%的体积膨胀,水淬时产生裂纹,煅烧前后 EDS 结果显示煅烧使石英内部杂质暴露在石英表面。煅烧能去除了安哥拉石英中的一小部分气液包裹体。酸浸处理得出 Fe、Al 杂质的去除率分别为 88.2%和 35%。
(2)得出最佳微波条件:温度 500 ℃,时间 1 h。不同温度下微波处理安哥拉石英,α-石英并未发生晶型转变。微波温度为 500 ℃时,石英表面会产生大量孔洞。当微波温度 500 ℃,微波时间超过 1 h 时,石英中气液包裹体的含量大量减少,单偏光结果显示石英中大部分气液包裹体破裂,酸浸后 Fe、Al 杂质的去除率分别为 74.61%和 28.21%。
(3)研究煅烧-微波-传统酸浸(HCl-H2SO4)联合工艺手段对安哥拉石英矿除杂的影响。研究结果表明:石英表面很不平整,出现广度和深度比较大裂纹和孔洞。单位面积石英砂样品中气液包裹体面积平均约占 0.022%,比原矿中气液包裹体减少约 95.93%。金属杂质总含量为 27.6 μg·g-1,金属杂质去除率为 79.41%,SiO2 的纯度为 99.997%。
文章部分内容来源于网络,文中涉及信息仅供参考,如有侵权请告知删除!





 石英石网
石英石网