

来源:Siemens数控技术应用
应用需求:在立加的机械手刀库上装满刀具,再多装一把刀到主轴上,然后只做1对1换刀,不做T0还刀或者固定点换刀。
配置过程:
1. 以10个刀位的机械手刀库为例,刀库初始化如下:

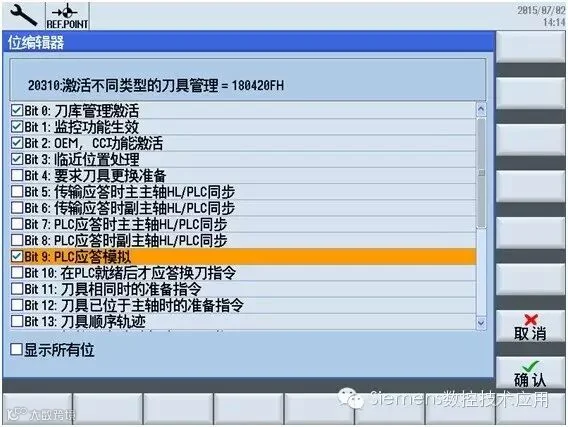
2. MD20310Bit9改为1,NCK重启,激活PLC模拟应答。必须为PLC模拟应答,否则后面的步骤无法完成。
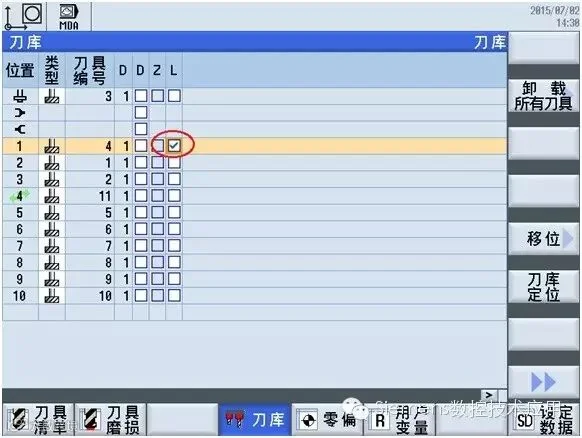
3. 建10把刀,装载进刀库。

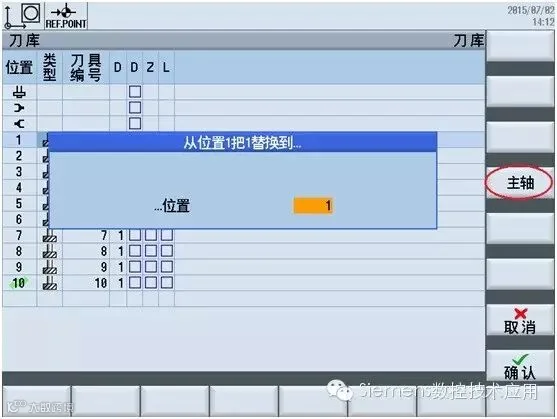
4. 将1号刀移位到主轴上,操作如下:

5. 1号刀已经到主轴上,1号刀位空出。在刀库外新建11号刀具,点击“装载”
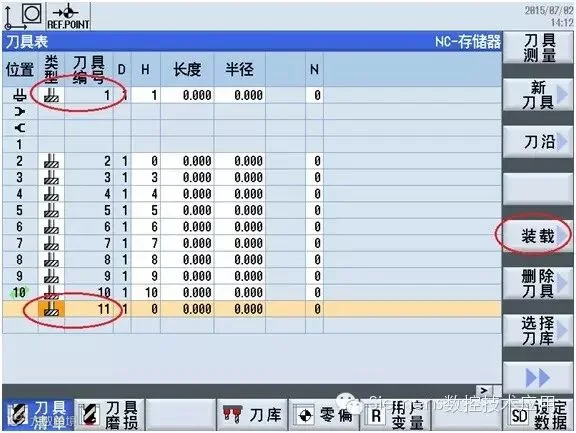
6. 选择装载到空出的1号刀位。

7. 装载刀具完毕。

8. 到此所有刀具都已装入,将MD20310 Bit9改为0,NCK重启,取消PLC模拟应答。
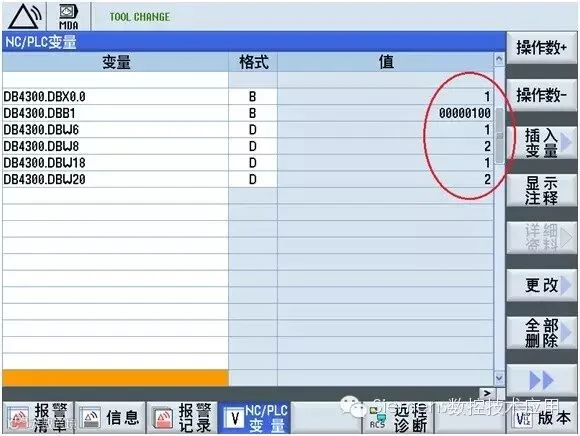
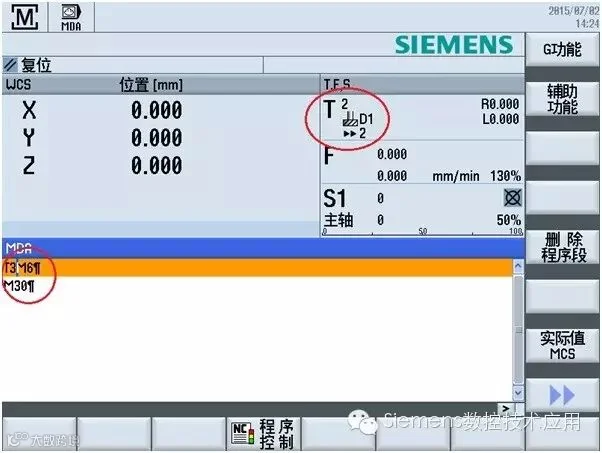
9. 测试正常换刀。
当前主轴是T1,在MDA下换T2;
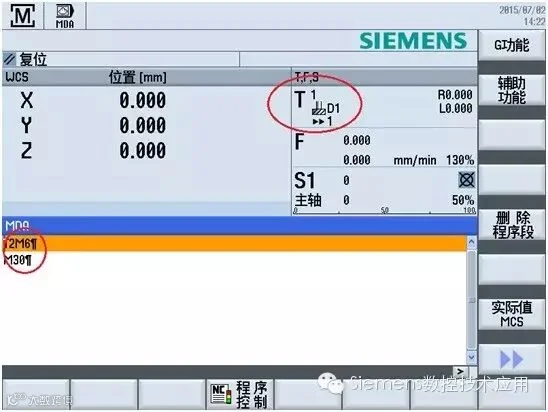
刀具管理的命令正常。
T2换刀完毕,继续换T3。
刀具管理的命令正常。
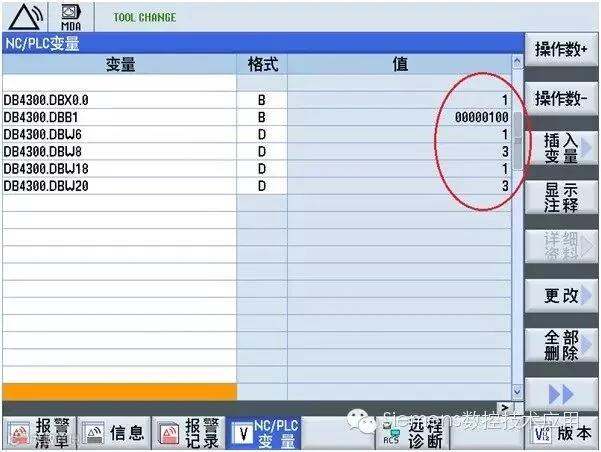
T3换刀完毕。
10. 测试异常换刀
在MDA下执行T0还刀,出现6401号报警,显示主轴上的3号刀没有空刀位可以还。

刀具管理的T码备刀指令没有发出,说明刀具管理把这个无法实现的换刀指令屏蔽了。因此,不用在PLC里做禁止T0的处理,刀具管理会自动禁止。

将T4选成固定点刀具,测试换固定点刀具。
在MDA下执行T4换刀,出现6401号报警,显示主轴上的3号刀没有空刀位可以还。

刀具管理的T码备刀指令没有发出,说明刀具管理把这个无法实现的换刀指令屏蔽了。因此,不用在PLC里做禁止固定点换刀的处理,刀具管理会自动禁止。

说明:由于西门子刀具管理与非西门子系统定义刀库的含义不同,西门子刀库管理认为刀位的数量就决定了实际装刀的数量,此配置方法仅供参考,可在特殊应用场合使用。
感谢关注!微信号:Siemens_CNC_TAC
扫一扫:

