

来源:FANUC数控技术
作者:
圈纹产生的原因主要是由于高速切削中,刀具刀尖在铣削过程中留在工件表面的痕迹。其主要影响因素有以下几个方面:
(1) 机床外部震动
(2) 刀具质量
(3) 参数设置不合理
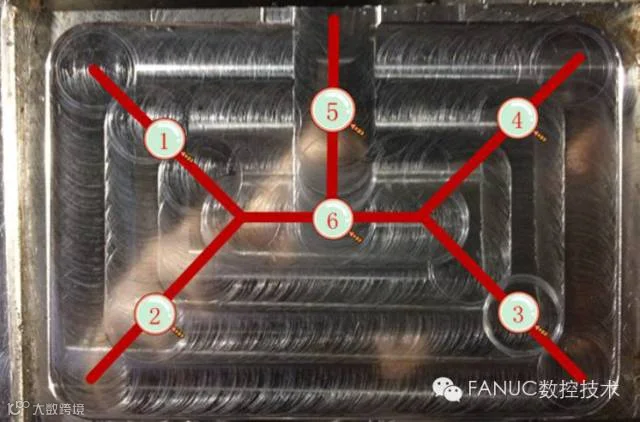
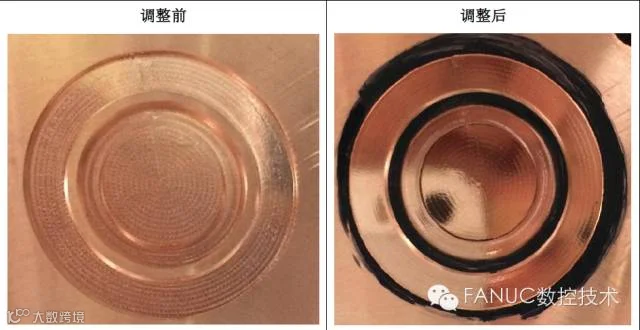
一般圈纹产生的位置为拐角处或者匀速切削中,下图为典型圈纹现象:
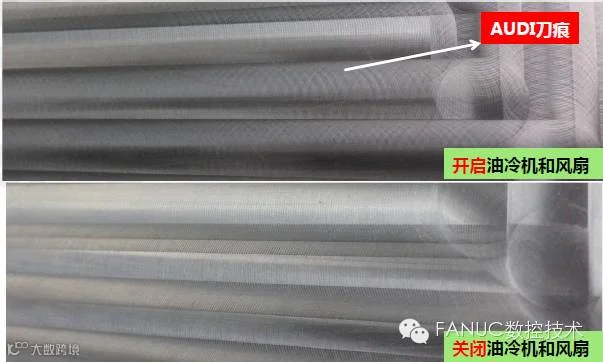
对于机床外部震动,在圈纹上的影响表现为圈纹的明显程度,外部震动来源多种多样,常见的震动源有:
(1)油冷机
(2)主轴冷却风扇
(3)地基
(4)机床水平
(5)电箱中的热交换机
(6)主轴震动
(7)其他震动源
关闭或者优化这些振动源能够对圈纹有一定的影响。
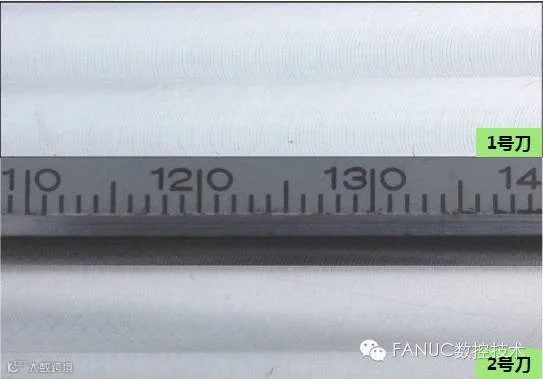
使用不同的刀具对加工表面圈纹同样具有影响,如下图所示,同样为D8的刀具,加工同一块铝材,进给速度1500mm/min,主轴转速5000r/min的情况下,使用1号刀的刀痕要比2号刀具更为粗糙,但无圈纹现象;2号刀刀路细密,但是存在一定圈纹,更换更好的刀具可以缓解圈纹现象。
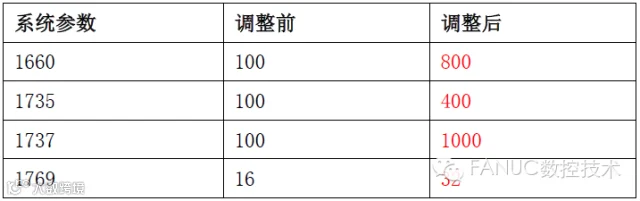
(1)高速高精参数的设置对平面圈纹有较大的影响,如果设置过大,容易在直线的加速位置以及拐角位置留下圈纹,主要影响参数包括1660,1735,137,1769合适的参数值能够有效地缓解甚至消除圈纹。
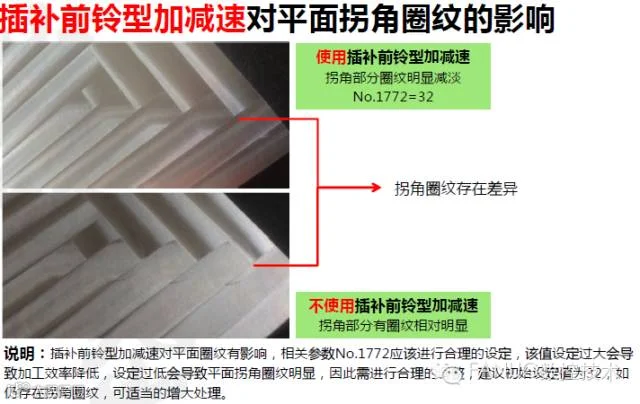
(2)插补前铃型加减速对平面的拐角圈纹有明显的改善作用,因此如果对平面要求较高的加工条件下,建议采用插补前铃型加减速功能。
总的来说,对于圈纹问题的一般调试步骤可以从以下几步入手分析并解决:
(1)系统伺服优化是否完成;
(2)高速高精等相关参数设置是否合理;
(3)机床震动是否均排除,包括外部震动源(油冷机,电器柜风扇等)与机床本身震源的排查(主轴动平衡,伺服轴水平等);
(4)更换更高质量的刀具进行加工比较。


