
1、传统上下料


自动线采用倍速链(辊筒)传送形式,故系统具有积放缓存的功能,每个工位均具有一定的缓存能力,若出现一般性故障,操作人员可以从容的排除故障后,启动工位,无需整线停止,极大的提高了运行效率和可靠性。
积放功能:采用倍速链(辊筒)传输结构,故本自动化线具有缓存能力,可将匣钵积存在线体上,随后以单钵间隔形式放出。
可扩展性,可根据窑炉数量情况,扩展该自动线(1带2/1带3/1带4等)
人为干预最小化:只是发出报警时,需要人为的干预,而在故障发生数,自动线进入匣钵积存状态,不影响窑炉正常出料。
自动上下料系统设计有独立料仓+螺旋给料机+称重机构;料仓采用全不锈钢材质(SUS304,内层表面喷涂PTFE涂层);螺旋给料机采用电机驱动螺旋型刮片的给料方式,采用不锈钢材质,内表面采用喷涂处理;称重机构采用增重式电子秤,机构设置于匣钵底部;装置与用户的对接接口,联通管道输送系统或者周转工位。
可配备积尘装置,便于环境管控。
注:1)可根据客户实际需要单独设计;
2)可根据客户需要提供机器人上下料系统;
3)可根据客户需要提供完整的集成化输送系统与上下料系统(可多台窑炉设备连接)
2、机器人方式
机器人自由度 6轴
机器人负载 30kg
水平伸展距离 2100mm
垂直伸展距离 3600mm
重复性 ±5mm
最大速度 8000mm/s
机器人自重 约500kg(不含机械手等二次器件)
机器人安装 底面、悬挂
动作过程
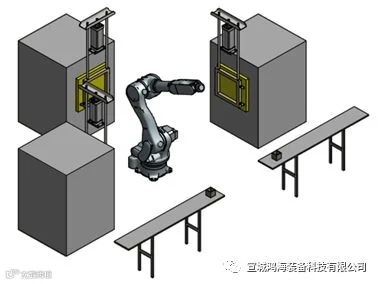
机械人抓取工件匣钵从进料平台转移到1#炉,黄色部分是炉门,炉门在箱式炉侧面,有机械传动装置向上牵引打开炉门,然后机械手水平将工件放入炉内部,机械手退出炉口,关闭炉门,匣钵和匣钵内物料在炉内进行高温烧制,机械手依次把工件匣钵转移到2#,3#炉,进行3次高温烧制,最后从3#炉取出放在出料平台上

联系人: 任志平(总经理)
手机:15855517555
地址:安徽省宣城市宣城经济技术开发区宣城科技园B15幢
安徽省宣城市宣城经济技术开发区通津路与青弋江大道交口(新址)
