
“功能膜材料创新域@”围绕全产业链进行研究,欢迎您关注我们!
涉及功能膜材含:
窗膜、光伏膜、光电膜、车衣膜、分离膜、保护膜、离型膜、水处理膜、阻燃膜、水汽高阻隔膜、负离子释放膜、无机纳米添加功能膜、电池膜材等等;
涉及产业领域含:
显示膜材领域、光电膜材领域、新能源膜材领域、工业汽车膜材领域、半导体封装膜材领域、建筑膜材领域、生命科学领域等等;
涉及上游原材含:
通用塑料(PE/PP/PVC/PS)、工程塑料(PET/PA/PC/POM)、塑料弹性体(PU/TPU/TPE)等等。
吹塑成型材料的要求
凡是熔体指数为0.04 ~ 1.12的都是比较优良的中空吹塑材料,如聚乙烯、聚氯乙烯、聚丙烯、聚苯乙烯、热塑性聚酯、聚碳酸酯、聚酰胺、醋酸纤维素和聚缩醛树脂等,其中以聚乙烯应用得最多。
吹塑成型工艺
吹塑成型分为:注射吹塑成型、挤出吹塑成型、拉伸吹塑成型、吹塑薄膜法;
1、 注射吹塑成型。
系用注射成型法先将塑料制成有底型坯,接着再将型坯移到吹塑模中吹制成中空制品。
注射吹塑:主要用于由金属型芯支撑的型坯加工;注射吹塑的优点是加工过程中没有废料产生,能很好地控制制品的壁厚和物料的分散,细颈产品成型精度高,产品表面光洁,能经济地进行小批量生产。缺点是成型设备成本高,而且在一定程度上仅适合于小的吹塑制品。
2、 挤出吹塑成型。
系用挤出法先将塑料制成有底型坯,接着再将型坯移到吹塑模中吹制成中空制品。
挤出吹塑:主要用于未被支撑的型坯加工. 挤出吹塑的优点是生产效率高,设备成本低,模具和机械的选择范围广,缺点是废品率较高,废料的回收、利用差,制品的厚度控制、原料的分散性受限制,成型后必须进行修边操作。
3、拉伸吹塑成型。
拉伸吹塑成型是双轴定向拉伸的一种吹塑成型,其方法是先将型还进行纵向拉伸,然后用压缩空气进行吹胀达到横向拉伸。
拉伸吹塑:包括挤出一拉伸一吹塑、注射一拉伸一吹塑两种方法,可加工双轴取向的制品,极大地降低生产成本和改进制品性能。拉伸吹塑成型可使制品的透明性、冲击强度、表面硬度和刚性有很大的提高,适用于聚丙烯、聚对苯二甲酸乙二醇酯(PETP)的吹塑成型。拉伸吹塑成型包括:注射型坯定向拉伸吹塑,挤出型坯定向拉伸吹塑,多层定向拉伸吹塑,压缩成型定向拉伸吹塑等。
4、 吹塑薄膜法。
成型热塑性薄膜的一种方法。系用挤出法先将塑料挤成管,而后借助向管内吹入的空气使其连续膨胀到一定尺寸的管式膜,冷却后折叠卷绕成双层平膜。塑料薄膜可用许多方法制造,如吹塑、挤出、流延、压延、浇铸等,但以吹塑法应用最广泛。该方法适宜于聚乙烯、聚氯乙烯、聚酰胺等薄膜的制造。
吹塑件设计要点
设计注意点如下:
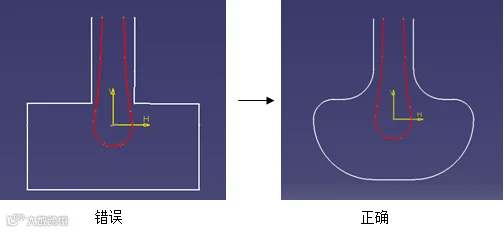
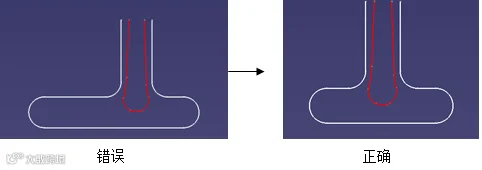
1:型腔面的连接应该光滑平顺(如下图所示)
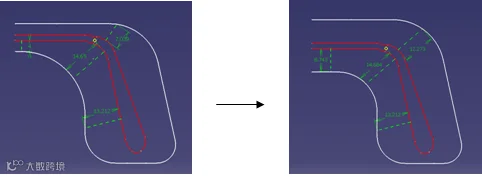
2:产品左右两边周长应该尽可能的平均,否则会产生两侧的壁厚不均匀。最严重的,甚至会一边太厚,而另一边破损。
3:原材料聚合物在成型过程中,首先通过口模时受高剪切力作用,然后物料呈现挤出膨胀及垂缩现象,在形成下垂的型坯时,其膨胀率接近为零。接着型坯被吹胀紧贴在模具上,这时呈现低的膨胀率。过度的口模膨胀会产生废品。过度的垂缩导致制件的顶端到底部壁厚厚度不均匀,严重的甚至不能成型。
吹塑件常见缺陷及其改进
这里给吹塑成型常见的问题、产生的原因及解决办法。

注:文内信息仅为提供分享交流渠道,不代表本公众号观点
欢迎大家在评论区留言补充分享!

功能膜材料 创新域
长按识别上方二维码关注