
“功能膜材料创新域@”围绕全产业链进行研究,欢迎您关注我们!
涉及功能膜材含:
窗膜、光伏膜、光电膜、车衣膜、分离膜、保护膜、离型膜、水处理膜、阻燃膜、水汽高阻隔膜、负离子释放膜、无机纳米添加功能膜、电池膜材等等;
涉及产业领域含:
显示膜材领域、光电膜材领域、新能源膜材领域、工业汽车膜材领域、半导体封装膜材领域、建筑膜材领域、生命科学领域等等;
涉及上游原材含:
通用塑料(PE/PP/PVC/PS)、工程塑料(PET/PA/PC/POM)、塑料弹性体(PU/TPU/TPE)等等。
多层共挤技术不同于干法复合等复合技术,它不需要先将塑料粒子制成薄膜状的中间产品。多层共挤技术代表了经济、环保的方向。
多层共挤出薄膜技术是对2 种或几种不同的树脂采用2 台或数台挤出机进行同步复合挤出,并且结合不同树脂的各自优点,从而得到性能优异并且具有某些特殊功能的薄膜材料。
目前多层共挤出薄膜技术已经成功开发出彩虹膜、真空保鲜膜、超强力膜、导电薄膜、收缩膜、食品级高阻隔性包装膜、光学节能膜等等。可以广泛应用于医药、包装、食品、安全防护、建筑节能等各个领域。
多层共挤出复合技术的核心是多层共挤复合机械装备,它包括挤出机、多层共挤机头、冷却、牵引及卷绕机构、电脑集成控制系统等重要组成部分。
正是随着这些重要装备和环节近年来的不断创新,才使多层共挤出技术得到快速的发展。多层共挤薄膜如图1 所示,设备中最关键的技术是多层共挤机头。
多层共挤机头通常必须能够满足以下要求: 各层不同性质的聚合物“先进先出”,熔体物料的停留时间短,可应用的聚合物范围广,尤其是易降解的聚合物材料,同时还应尽量避免流道存在滞留区域。各层原料在机头内的加工温度范围有所差别,因此需要机头具有独立控制各层温度的能力。
图1 多层共挤出复合薄膜示意图
共挤出复合技术最早使用的就是多流道式工艺。该技术采用2 台或2 台以上挤出机将具有不同功能的聚合物树脂分别熔融,然后在多流道式机头如图2 所示中进行汇合,最后经过吹胀、冷却将2 种树脂复合在一起,形成多层复合薄膜。此方法的优点是生产工艺简单,聚合物用料少,同时原材料的消耗和生产成本也会随之降低。
图2 典型的多流道式机头
常用的几种多流道式共挤出复合成型装备,分别是双层共挤出机头、三层共挤出机头、模唇可调并可更换的三层共挤出机头如图3 所示,可更换模唇的多层复合共挤出机头等。
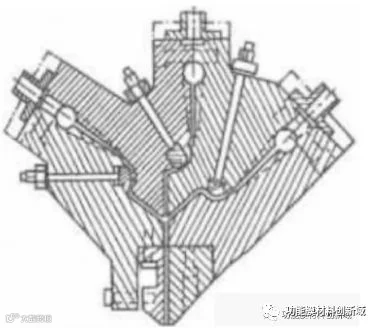
图3 模唇可调并可更换的三层共挤出机头
美国EDI 挤出模头公司是板材、薄膜、挤出涂布、流体涂布及切粒用平模头的国际领先供应商。该公司长期以来一直致力于共挤出机头的研究,经历的多年的研究,成功的开发出五层多流道式机头如图4 所示。

图4 EDI 公司的五层多流道式机头
该机头主要用于拉伸薄膜的生产,并成功代替了传统的薄膜复合技术( 通过五层喂料块以及单流道式的机头形成多层薄膜) 。相对于单流道式机头,虽然该机头的口模比较厚,但是由于没有喂料块存在,机头的整体占用的空间较小,自动控制元件的厚度控制精度更高。这种模头通过共挤获得均一的层状结构,可避免普通模头经常遇到的、由于黏度压缩造成的横向截面变形。
此外,该技术就能将高强度材料与其他提供表面美观度、颜色、功能性( 抗紫外线、导电性、电磁屏蔽等性能) 等性能的材料结合在一起,以便每两层之间的界面在合并前得到微调,从而在单层厚度的调整上获得足够大的可控性和灵活度。
该技术广泛应用于热成型加工厂商使用的板材、卷材等重型板材市场,以及交通、农业等领域。材料有亚克力、ABS 和热塑性聚烯烃弹性体等。EDI 利用从陶氏化学公司获得的技术,在Contou 流延薄膜模头上加装1 套新的系统如图5 所示。
图5 EDI 公司的十层多流道式机头
从而生产由数十个超薄微层膜构成的标准厚度薄膜。这种膜具有多个膜间界面,因此能够大大增加薄膜的阻隔性能。光伏薄膜要求设置阻隔层,以防因为氧气或水汽渗入而导致的性能损失,因此微层薄膜的阻隔性能是非常重要的。采用这种多层多流道式机头进行生产多微层薄膜,不仅壳体发挥薄膜的高精度透明性,还能大大提高薄膜的柔韧性和其他力学性能,这一点对光伏薄膜产品是有益的。
中国精诚时代集团是我国最主要的多流道式共挤出机头供应商,该公司研制的多流道式共挤出机头拥有快速开口的上、下模唇,其中上模唇为微调柔性模唇,可控制精度在高达2 %,下模唇的柔性调节范围在0 ~ 4 mm 内; 该机头可以实现在线自由调节,调整时间可缩短至2 min以内,停留时间大大降低,从而使生产效率大幅度的提高。
除此之外,该公司还推出1 种具有自动调节功能的多流道式机头可以根据实际生产的要求,采用红外测厚仪自动的横向往复测试后实现数据的反馈。膨胀螺栓具有自动微调功能,可以迅速有效地控制薄膜的精度。模唇调节结构包括推、拉式和全推式等多种柔性模微调。这种多流道机头的标准宽度包括2 000、2 500、3 000、4 500 mm。
相关导读
软包装应用的材料中,常有三层,五层,七层,九层的薄膜。不同层数的薄膜间有什么区别呢?分析如下供大家参考。

5层与3层比较
5层结构中的阻隔层通常是在芯部,将它与大气中的水份隔绝。因为阻隔层在芯部,其它材料可以被用来大幅增强阻隔性能。在芯层可以利用尼龙,使具有PE表层的5层构造能应对类似PE膜的更多材料,提高工艺能力。而且,加工者能在外层中使用色料,而不会影响连结层或阻隔层。
3层膜,特别是那些利用尼龙的,有卷曲的倾向,这是因为在不对称结构中有着不同的物理性能。对于5层结构来说,利用对称或近对称结构来减少卷曲是更为常见的。3层结构中的卷曲只能通过利用尼龙共聚物来得到控制。在一个5层结构中,加工者能利用尼龙6,才有可能获得厚度差不多为3层膜一半的尼龙层。这节省了原材料成本,同时提供一样的阻隔性能和提高的加工性能。
7层与5层比较
对于高阻隔性薄膜来说,EVOH经常被用来作为阻隔层,以取代尼龙。尽管EVOH在干燥时有着优良的氧阻隔性能,但当潮湿时,会出现迅速的变质。所以,把EVOH压缩装入5层结构中的两个PE层间来防潮是常见的。在7层EVOH结构中,EVOH可以被压缩装入到两个相邻PE层中,然后用外层的PE进行保护。这大大改善了整体的阻氧性,并使7层结构不易受潮湿所影响。
破碎或撕裂对于5层结构来说也可能是一个问题。往7层结构发展,会使较硬的阻隔层被连接薄层撕开为相同的两层。这保持了阻隔性能,同时使包装品对破碎或撕裂有更大的抵抗能力。而且,7层结构使加工者能撕开外层,以降低原材料成本。可以用较为昂贵的聚合物作为表面薄层,而较便宜的聚合物可以取代大多数从前的表层。
9层与7层比较
一般地,高阻隔性薄膜的阻隔部分在结构内占据了5层。因为在聚合物和加工技术上的进步,这部分整体厚度在整个结构中所占的百分比在不断降低,但保持了相同的阻隔性能。
仍需要保持整体的膜厚。从7层向9层发展,使加工者能获得最佳的机械、外观和成本性能。对于高阻隔性薄膜,7层或9层挤出生产线所额外提供的多功能性可能是非常可观的。采购7层或9层挤出生产线与5层生产线相比所增加的成本可以有一个短于一年的回报期。

欢迎大家在评论区留言补充分享!

功能膜材料 创新域
长按识别上方二维码关注