
纸制印刷品,印制完成后,往往都会在表面覆一层膜,薄而透明的塑料薄膜,表面更加平滑光亮,不但提高了印刷品的光泽度和牢度,延长了印刷品的使用寿命。
一、关于覆膜
覆膜是将涂布黏合剂后的塑料薄膜,与纸质印刷品经加热、加压后黏合在一起,形成纸塑合一的产品,它是目前常见的纸质印刷品印后加工工艺之一。
经过覆膜的印刷品,由于表面多了一层薄而透明的塑料薄膜,表面更加平滑光亮,不但提高了印刷品的光泽度和牢度,延长了印刷品的使用寿命,同时塑料薄膜又起到防水、防污、耐磨、耐折、耐化学腐蚀等保护作用。
目前,常见的覆膜包装产品有纸箱、纸盒、手提袋、化肥袋、种子袋、不干胶标签等。
二、覆膜工艺分类
1、纸质印刷品的覆膜过程分
按照纸质印刷品的覆膜过程可将覆膜工艺分为3类:干式覆膜法、湿式覆膜法和预涂覆膜法。
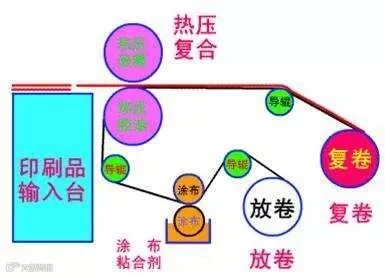
干式覆膜法:是目前国内最常用的覆膜方法,它是在塑料薄膜上涂布一层黏合剂,然后经过覆膜机的干燥烘道蒸发除去黏合剂中的溶剂而干燥,再在热压状态下与纸质印刷品黏合成覆膜产品。
湿式覆膜法:是在塑料薄膜表面涂布一层黏合剂,在黏合剂未干的状况下,通过压辊与纸质印刷品黏合成覆膜产品。自水性覆膜机问世以来,水性覆膜工艺得到了推广应用,这与湿式覆膜工艺所具有的操作简单,黏合剂用量少,不含破坏环境的有机溶剂,覆膜印刷品具有高强度、高品位,易回收等特点密不可分。
预涂覆膜法:是覆膜厂家直接购买预先涂布有黏合剂的塑料薄膜,在需要覆膜时,将该薄膜与纸质印刷品一起在覆膜设备上进行热压,完成覆膜过程。
2、根据所采用原材料和设备分
根据所采用原材料和设备分的不同,可将覆膜工艺分为:即涂覆膜工艺和预涂覆膜工艺两种。
即涂覆膜工艺:所用的薄膜是现场涂布的,所使用的粘合剂一般有溶剂型和乳液型两种,并且是随用随配。即涂覆膜工艺操作时先在薄膜上涂布粘合剂,之后再与纸复合热压。
预涂膜覆膜工艺:所用的薄膜是预先涂布好的,所使用的粘合剂一般有热熔型和溶剂挥发型两种o此I艺因覆膜设备不需粘合剂加热干燥系统,大大简化覆膜程序,且操作灵活方便,可随用随开机,能咸少气泡、脱层等故障产生,其成品透明度高,具有广阔的应用前景和推广价值。
3、按照冷热、压力状况和材料分
覆膜工艺也可按照冷热、压力状况和材料分为:冷压覆膜、热活覆膜和液体覆膜等方式。
热覆膜技术:是指将膜片上预涂的粘合剂加热活化,通过它将膜片与印品粘合在一起。
冷覆膜:则是通过加压,直接靠粘合剂把薄膜与印品粘合在一起。这两种方法都可制作出紫外线防护膜、防水或抗摩擦膜等各类特种膜。
液体覆膜:就是将透明液体用刷子、喷枪、滚筒或特殊覆膜机直接在产品表面刷上一层膜。技术操作虽简单,价钱亦低廉,但目前还不成熟。
三、覆膜工艺流程
1、即涂膜覆膜的工艺流程
工艺/准备→安装塑料薄膜滚筒>涂布粘合剂→烘干→设定工艺参数>试覆膜>抽样检测正式覆膜>复卷或定型分割。
工艺准备工作:准备工作是否充分,对保证覆膜生产的正常进行,提高生产效率和产品质里有很大影响。覆膜生产的;准备工作一般应包括:待覆印刷品的检查塑料薄膜的选用以及粘合剂配制等。
安装塑料薄膜卷筒:将选定的薄膜按印刷品的幅面切割成适当宽度后,安装在覆膜机的出卷装置上,并将塑料薄膜穿至涂布机构上。要求薄膜平整无皱,张力均匀适中。
涂布粘合剂:首先,粘合剂的粘稠度应视纸质好坏、墨层厚薄、烘道温度及烘道长短、机器转速等因素而定。当墨层厚、烘道温度低、烘道短、机速快时,粘合的粘度应适当增大,反之则相反。其次应掌握涂布胶层的厚度,使之达到均匀一致。
烘干:其目的是去除粘合剂中的溶剂,保留粘合剂的固体含里。烘道温度应掌握在40~60C之间,主要由过塑粘合剂中溶剂挥发性的快慢未确定。胶层的干燥度一般控制在90~95%,此时粘结力大,纸塑夏合最牢。
调整热压温度和辊间压力:热压温度根据印刷品墨层厚度、纸质好坏、气候变化等情况来调整,一般应控制在60~80C。温度过高会超过薄膜承受范围,极易使产品曲卷、起泡、皱格等,且橡胶辊表面易烫损变形;反之,覆膜不牢,易脱层。
机速的控制:机速越快,热压时间也就越短,因此温度可调高些,压力可加大些,粘合剂的粘度应大些;反之亦然。机速一般控制在6~10m/min为宜,机速过快或过慢都会影响覆膜质里。
试样检测:试覆膜后抽出样张,按照产品标准,对抽样产品进行关键性能检测,要求达到表面光亮、平滑,以及无皱折、气泡脱层等。
定型分割:覆膜的产品如果是白版纸印刷品,应立即分割并且膜面朝上放置;铜版纸、胶版纸的印刷品,应先复卷并放置24h后,才能分割,这样既可提高粘结牢度,又能防止单张纸卷曲。
2、预涂膜覆膜工艺流程
预涂膜覆膜工艺流程则省去了黏合剂的调配、涂布以及烘干等工艺环节。
四、覆膜材料选用要求
目前覆膜工芝中常用的塑料薄膜有:聚氣乙唏(PVC)、 聚丙唏(BOPP)和聚酳(PET)薄膜等。其中BOPP薄膜(15~20pm)柔刧、无毒且透明度高,价格便宜,是覆膜エ芝中较理想的复合材料。为了符合覆膜印刷品的使用要求,塑料薄膜应当满足以下要求:
①厚度直接影响薄膜的透光度、折光度、薄膜牢度和机械强度等,应根据薄膜本身的性能和使用目的选择适合的薄膜;②经过电晕或其他方法处理后,使其具有较好的湿润性能和粘合性能;③薄膜透明度愈高愈好,以保证被覆盖的印刷品有最佳清晰度;
④薄膜应具有良好的耐光性,在光线长时间照射下不易变色,具备一定的机械强度和柔韧特性;⑤薄膜膜面外观应平整,无凹凸不平及皱纹,无气泡、缩孔、针孔及麻点等瑕疵,膜面无灰尘、杂质、油脂等污染。
五、影响覆膜质量的因素
①印刷品墨层状况:指纸张性质、油墨性能、墨层厚度、图文面积及印刷图文密度等。如果印刷品墨层较厚或印刷图文面积较大,会导致油墨封闭纸张纤维毛细孔,阻碍粘合剂的渗透和扩散,使得印刷品与塑料薄膜很难粘合,容易出现脱膜、起泡等故障。
②复合强度:指覆膜产品中塑料薄膜与纸张(板)印刷品之间的粘合牢度,它的大小取决于塑料薄膜、纸张(板)印刷品与粘合剂(或热熔胶)之间的粘合力大小。
③承印材料:对于覆膜质量有很大的影响。纸包装的材料大多为白板纸、卡纸等,如果其表面清洁光滑、厚度均匀、耐折强度高,覆膜效果就比较理想。
④温度:加温能软化薄膜,使纸张与塑料薄膜相粘合,但温度偏高,薄膜容易断裂,而且薄膜加热收缩所形成的内应力,会导致覆膜产品卷曲、起皱、粘合不牢,严重影响产品质里,故应采取风冷等措施。
六、塑料覆膜的发展趋势
覆膜后的纸张因无法回收而成为一种白色污染,且覆膜过程中有甲苯、天拿水等有毒物质挥发,损害人们健康。
现代技术的发展,给包装覆膜工艺带来了新的发展机遇。目前国内市场上可以购买到全自动水性覆膜机,这种机器操作过程完全自动化,减少了人机接触时间,也就减少了操作人员与污染源的接触时间。同时,市场上也在大力推广使用环保型粘合剂。科技进步也给包装覆膜工艺带来新的危机和挑战。
鉴于水性上光工艺和UV上光工艺同样能增加印刷品表面光泽度、提高印刷品挺度,包装废弃物可回收再利用或自行分解,越来越多的包装印刷企业已经采用上光工艺。因此,当前的包装产品覆膜市场正在被上光工艺所吞食。
尽管上光工艺是覆膜工艺强有力的竞争对手,但是,在某些场合下,覆膜工艺是上光工艺所无法替代的,譬如覆膜产品能显著增加印刷品的强度,这一点对于手提袋类产品至关重要。
文 | 小膜君
来源 | 网络
如有侵权请及时联系我们删除