


磁控溅射镀膜法是上世纪70年代末期发展起来的一种先进的工艺方法,它是在专门的真空设备中,在电能作用下,将各种金属或金属合成靶材被带电离子撞击,制成多层致密的低反射高隔热的金属膜层,有序均匀的涂布于基材表面,并复合工艺制成各种各样独特的稳定的色彩、高层次的透过率选择性,保证产品有足够的韧性,防爆、隔热、抗UV99%,保质期长。
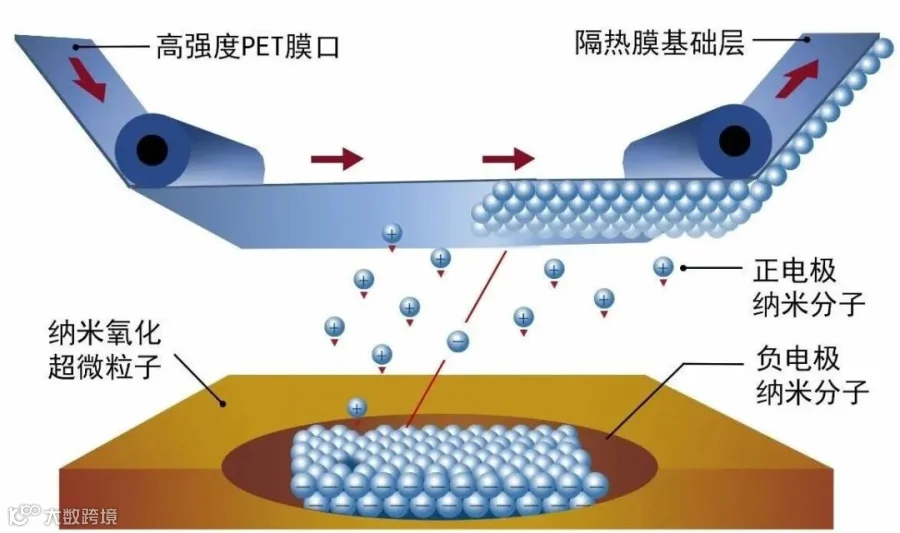 图:威路
图:威路
以下是磁控溅射中常见的问题及解决方案:
1、薄膜灰黑或暗黑
● 真空度小于0.67Pa;真空度应提高到0.13-0.4Pa。
● 氩气纯度小于99.9%;氩气应更换为纯度为 99.99%。
● 充气系统漏气;应检查充气系统以消除漏气。
● 薄膜未充分固化;薄膜的固化时间应适当延长。
● 镀件排出的气体量过大;应进行干燥和密封。
2.漆膜表面无光泽
● 薄膜固化不良或变质;应延长薄膜固化时间或更换底漆。
● 磁控溅射时间过长;施工时间应适当缩短。
● 磁控溅射成膜速度太快;磁控溅射电流或电压应适当降低。
3、薄膜颜色不均匀
● 底漆喷涂不均;底漆的使用方法有待改进。
● 膜层太薄;应适当提高磁控溅射速率或延长磁控溅射时间。
● 夹具设计不合理;应改进夹具设计。
● 镀件几何形状过于复杂;镀件的转速应适当提高。
4、起皱、开裂
● 底漆喷得太厚;应控制喷雾的厚度。
● 涂层粘度过高;应适当降低涂料的粘度。
● 蒸发速度过快;蒸发速度应适当减慢。
● 膜层太厚;溅射时间应适当缩短。
● 电镀温度过高;镀件的加热时间应适当缩短。
5、薄膜表面有水印、指纹和灰粒
● 镀件清洗后未充分干燥;应加强镀前处理。
● 在镀件表面泼水或唾液;加强文明生产,操作人员戴口罩。
● 涂底漆后,手接触镀件,表面留下指纹;严禁用手触摸镀件表面。
● 有颗粒物,应过滤或除尘。
● 静电除尘失败或喷涂固化环境有颗粒粉尘;应更换除尘器并清洁工作环境。
对于磁控溅射镀膜过程中的问题,通常需要结合具体的工艺条件和材料特性进行细致分析,并采取相应的优化措施。实验和经验积累在这一过程中起着至关重要的作用。
免责声明:本文部分资讯来源网络等,著作权属原创者所有。我们转载此文出于传播更多资讯之目的,无商业用途。如涉著作权事宜请联系小编:15101094390(同微信)。

汽车精品膜全产业链
扫码识别关注
了解前沿行业资讯