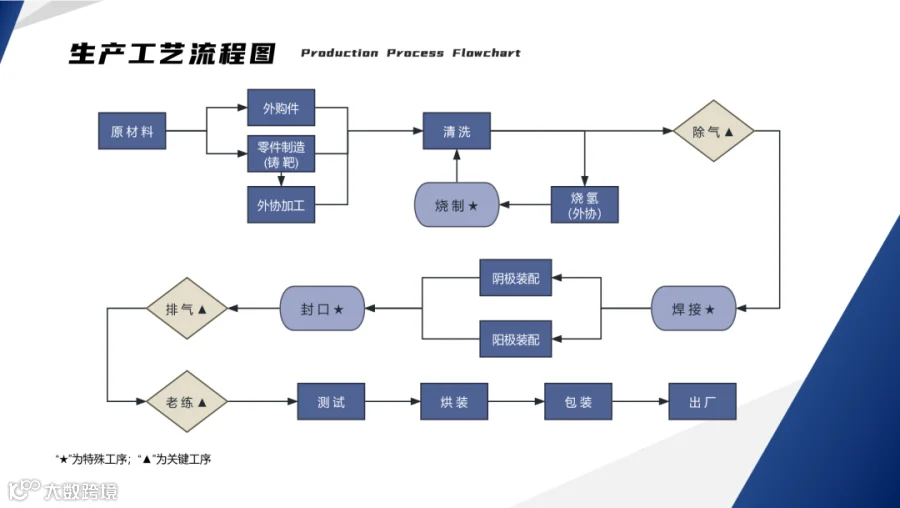
对阴极、阳极、玻璃管壳、金属件等原材料进行尺寸、材质、表面质量检测,确保符合工艺要求。

2.零部件清洗
使用有机溶剂、超声波等方式去除零件表面油污、氧化物等污染物,为后续焊接和封接提供洁净表面。
3. 除气
将金属零件在高温真空环境中加热,释放材料内部吸附的气体,保证球管的真空度。

4.银焊
采用银基焊料在真空环境中进行高温焊接,完成阳极组件等关键部件的连接。

5.装架
完成阴极与阳极的装配。

6.封口
将球管阴极阳极与玻璃管壳通过火焰加热熔封,形成气密性连接。

7.排气
通过真空系统对管体进行24h抽气,配合烘烤加热去除管壁和零件表面以及球管内部气体,建立高真空系统,确保真空度达到10⁻⁶

8.老练测试
在预设程序下逐步升高电压,达到电压最高预设值,减少放电风险、确保后续球管工作稳定的预处理过程。

9.烘装
对合格管体进行表面清洁并安装接线柱、引线、散热器等配件,完成球管最终烘装工作。