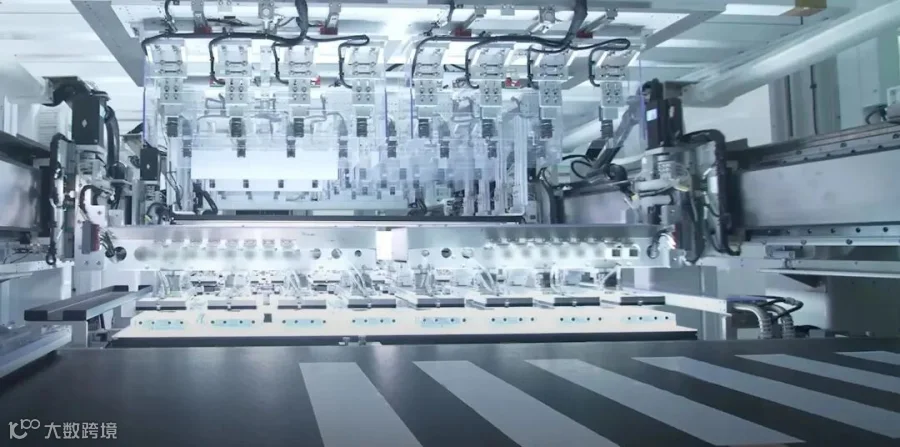
没有任何卡顿,八个工位行云流水般同时进行堆叠,这是蜂巢能源盐城基地的电池生产线。因为可实现0.125秒的切叠效率,被蜂巢称为“飞叠产线”。
 蜂巢飞叠技术
蜂巢飞叠技术
这条产线也承担了今年蜂巢能源电池订单的最大增产点——混动电池生产。公司CEO杨红新透露,今年配套的混动车型已经达到20余款,而盐城产线主要供给吉利银河L7、领克08等车型。“目前客户订单整体充足,公司国庆节只放一天假”。这在动力电池产能过剩的局面中十分不易。
近日36氪受邀参观了蜂巢的盐城基地,这是蜂巢首个率先导入飞叠技术的生产基地,一共分为两期,总占地面积接近873亩。其中,一期共有8条产线,7条软包产线,1条飞叠产线,最新的二期项目包含9条飞叠产线和9条相应的模组PACK产线,所有产线都已正式投产。
飞叠产线主要生产62Ah、90Ah、142Ah等短刀电池产品,并已经在为吉利、长城等客户大量供货。这是不同于宁德时代方形卷绕电芯的另外一种工艺,它也成为了蜂巢的一张技术名片。
穿好无尘服,经过检查进入车间后,前段工艺与中段工艺见到的工作人员寥寥无几,搅拌,涂布,辊分,模切,整条产线都在以一种高度自动化的作业方式运转。
现场技术人员介绍道,只有在装配段,机器的设置比较死板,低于人手工的效率,才会多用一点人。举例来说,一条12PPM的产线,两班倒一共需要218名工人便可以完成工作。
蜂巢最核心的飞叠技术,也毫无保留的展现出来。这里要纠正一个误区,高速叠片机的一秒叠八片,并不是单个工位一秒叠八次,而是八个工位同时进行叠片,在一秒内完成。藉此综合效率做到了0.125S/pcs。这种做法对设备有极高的要求,不仅需要在生产过程中保证八个工位时刻同步叠片,还要应对某个工位有可能出现的特殊情况。
叠片工艺在2018年开始才逐渐引入动力电池制造中来,与更为成熟,已经有十数年历史的卷绕工艺相比,在工艺的良率上本就存在一定差距。飞叠工艺八个工位同步进行,在普通叠片的难度上更上一层,对良率的控制自然也带来了更大的挑战,十分考验电池公司的制造能力。
在本次的参观过程中,技术人员介绍道,“目前飞叠产线的整体良率已经达到了93%,目标是提升到95%”。这种良率水平已经接近宁德时代方形卷绕线的标准,据36氪此前了解,宁德时代方形卷绕电芯的良率约为93.5%。用叠片技术,或者说更难的飞叠技术来做到如此地步,尤为不易。
蜂巢的飞叠技术并非传统的将隔膜、正负极片堆叠在一起的Z字型叠片工艺。据技术人员介绍,飞叠首先通过两层隔膜包覆负极片经过加热辊进行热复合及隔膜封边,再裁切成片,最后和正极片依次堆叠。
这样可以解决传统叠片过程中可能出现的隔膜褶皱,极片掉粉、错位等问题。对制造良率的提升有很大帮助。
飞叠产线上布满了CCD监测设备,以确保每一片极片表面光滑无折痕,极片堆叠整齐无错位,这也是蜂巢为了飞叠的良率爬坡做出努力的体现之一。
36氪所参观的一期产线,集合了蜂巢的飞叠、热复合、激光直焊工艺、0.35mm铝壳、圆形光斑焊接、CCD等多重技术,单条电芯产线的设计的最高生产效率可达24PPM,这相较于国内主流的12-14PPM叠片生产线已经有了很大提升。与此同时,叠片,热压功能的集成也减少了设备占地面积。
高效制造从来都需要海量订单哺喂,和飞叠产线相匹配,蜂巢也在推行大单品策略,想从商业端梳理制造资源,在角逐激烈的动力电池赛道上,站稳脚跟。