
铝及铝合金具有质量轻、比强度高、无磁性、耐锈蚀、热稳定性好等优点,广泛应用于机械五金、消费电子、新能源汽车电池与航空航天领域等诸多领域。随着工业对铝及铝合金材质使用量的日益增加,以及焊接结构的大量使用,铝及铝合金焊接技术也越来越显现其重要性。现代焊接技术尤其是激光焊接技术的发展,极大地促进了铝及铝合金焊接技术的进步。
然而,铝合金激光焊接过程中由于激光热源与材料相互作用复杂,以及铝合金本身特殊的物理性能,单一光纤焊接时存在对激光反射率高、焊接过程不稳定、易产生气孔缺陷等问题。半导体激光波长800~1000 nm, 铝合金对其吸收率高达13%,大于铝合金对光纤激光的吸收率。光纤激光焊接基于深熔焊模式,会形成剧烈流动的熔池;而半导体激光焊接基于热传导模式,会形成稳定的熔池,并且易于控制焊缝熔深。柏逸激光采用915 nm半导体(外环)和1070 nm光纤激光(内环)双波长进行镁铝合金复合焊接研究,使两束激光共同作用于同一熔池,通过调整两束激光的能量热输入,改变光纤激光匙孔的存在模式及熔池的流动方式,提高焊接稳定性以提高镁铝合金焊缝质量。如图1和图2所示分别是半导体-光纤双光束复合示意图以及焊接设备实物图。
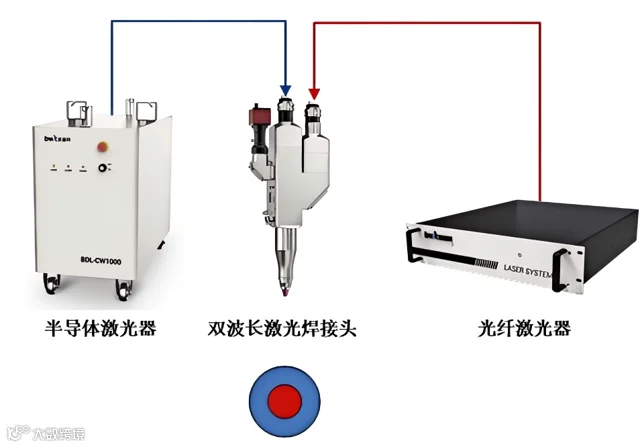
图1 半导体-光纤双光束复合示意图

图2 焊接设备实物图
镁铝合金焊接难度较大,其化学活性较高,在焊接过程中极易与空气中的氧气发生反应,形成氧化膜,影响焊接质量;而且其热膨胀系数较大,焊接时易产生较大的热应力,导致焊缝出现裂纹等缺陷。如图3是镁铝测试样品,厚度6 mm,要求焊接表面无焊渣,铣开0.5-2mm无气孔,拉力3000 N,熔深大于2 mm。
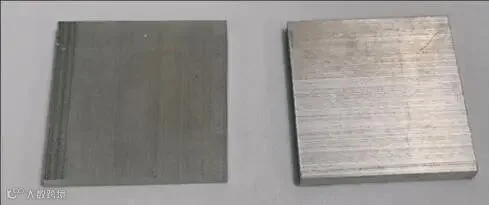
图3 镁铝合金测试样品
采用复合焊接工艺可大大提高焊接质量。焊接过程中,外环915nm激光预热材料并降低表面反射率,使内环1070nm光纤激光的能量利用率提高,相比之下单一高功率光纤激光易在熔池表面形成等离子体云,阻碍能量传递。此外,外环半导体激光的宽光斑可稳定熔池表面,减少等离子体波动,保证内环光纤激光能量稳定注入。同时复合焊接的双光束作用延长了熔池存在时间,促进熔融金属流动,使气泡有更充分时间上浮,如图4和图5-6分别是单一光纤激光焊接效果图以及半导体-光纤双光束复合焊接效果图。

图4 单一光纤激光焊接效果图
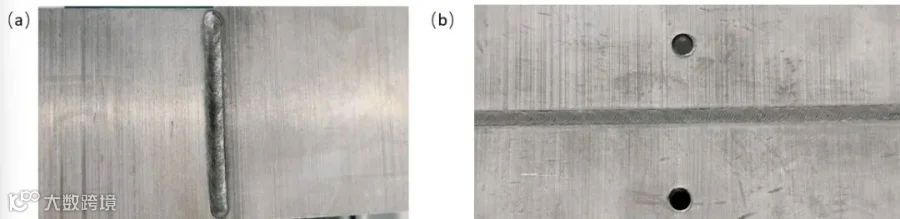
图5 半导体-光纤双光束复合焊接正面效果图
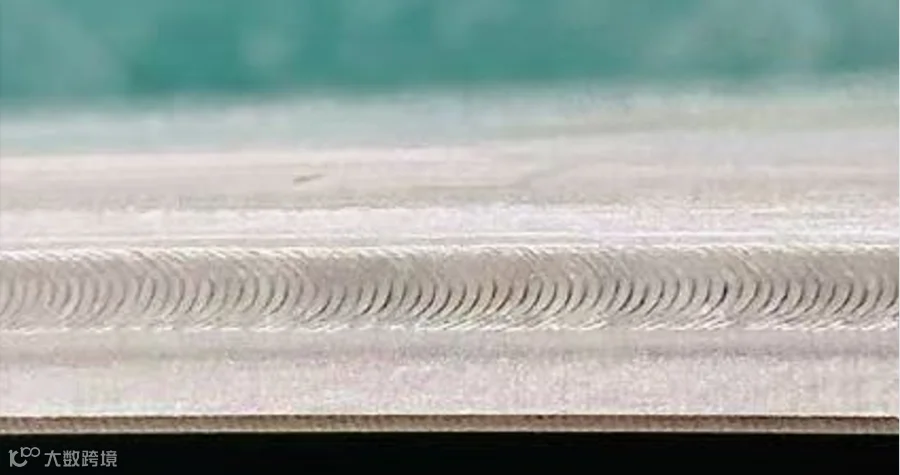
图6 半导体-光纤双光束复合焊接侧面效果图
从测试结果可以看出,双波长激光复合焊接焊缝外观平整光滑,无明显的飞溅、气孔和裂纹等缺陷,焊缝成形美观;而单一光纤激光焊接焊缝相对粗糙,存在一定的飞溅和凹陷现象。在焊缝内部质量方面,精密激光复合焊接的熔深均匀一致,焊缝与母材结合紧密,无未熔合等问题;单光纤激光焊接的熔深存在一定波动,局部区域有未熔透的情况。
相比单一光纤激光焊方式,半导体-光纤双光束激光复合焊接具有显著优势:
复合焊较单激光器焊接具有较好的成品率和密封性,可以提高焊接过程可靠性与稳定性;
提升焊缝的适应性,降低错边、间隙对焊缝质量的影响,双光束复合焊接具有足够的焊缝宽度,且焊缝深宽比合适;
复合焊接的外观更光滑美观,在保护气的作用下凝固成为光滑的金属焊缝;
焊缝一致性好、无气孔和飞溅;
焊接速度快,同时缓冷可以减小内应力,提升焊接强度,实现高效高质量的生产。
关于我们
安徽柏逸激光科技有限责任公司(简称“柏逸激光”)成立于2021年12月,由安徽大学郭庆川教授在安徽大学激光与光学研发中心科研基础上孵化,由政府资本、安徽大学等共同投资,是一家集激光微纳加工技术、光学设计和光学系统、自动化系统与智能制造等核心技术为一体的超快激光高端装备企业。