点击上方蓝字关注“聚氨酯”
复合聚氨酯保温管道预制
及常见缺陷分析、解决措施
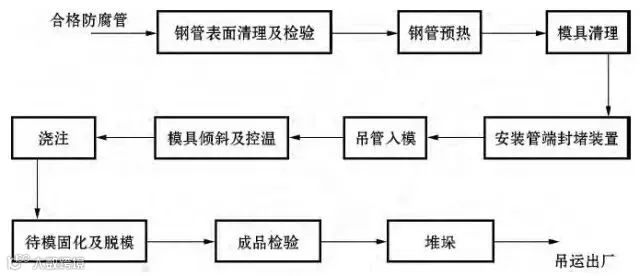
图1复合聚氨酯海洋保温管道预制流程图
复合聚氨酯海洋保温管道的预制流程一般为首先进行钢管表面清理及检验,合格钢管使用中频加热装置预热到60~70℃,模具清理后将钢管吊入并进行闭合,提升模具使其处于15°倾斜角并固定。
同时开启加热系统,保持模具内壁温度在50~60℃之间。设定原材料混合比例,开启浇注设备,待观测到通气孔位置溢出原料时,关闭浇注机。
待聚氨酯材料充分反应并完全固化后(约20min后)开启模具,使用天车将保温管道吊运到出管台架进行成品检验及堆垛码放。
常见缺陷原因分析及解决措施
表面气泡
浇注固化后,在触地管端12点钟方向出现大量密集的气泡,呈线状或面状分布,同时在接近出气口位置出现燕尾状分布气泡。
试制过程中,前20s浇注到试样模具中,然后通过T型三通球阀转换进行整体管道的浇注,至排气口位置连接的塑料管冒出原材料时停止浇注。其中,三通球阀转换模式有两种:一种是先采用直线进行预浇注端浇注,正式浇注时原材料经历90°转角,如图2(a)所示;另一种是先经历90°转角进行预浇注端浇注,然后采用直线进行浇注端的浇注,如图2(b)所示。
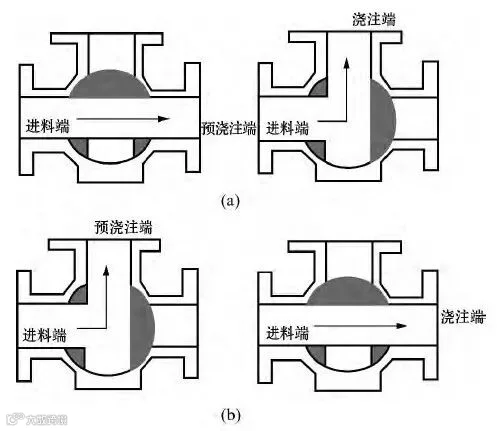
图2 浇注时三通球阀的位置优化
试验中,设置不同的条件,调整模具倾斜角度、真空处理时间、浇注口位置、排气口位置以及三通模式等参数。对过程中出现的气泡问题进行了记录、分析和解决,较好地控制了保温管管体气泡。试验过程中气泡处理效果如表1所示。
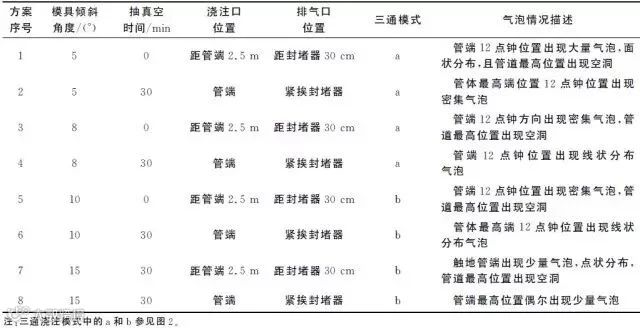
表1不同试验条件下的保温管道表面气泡情况表
从表1中可以看出,随着模具倾斜角度的增大,气泡得到一定程度的减少。对聚醚多元醇进行抽真空处理30min有助于减少气泡。同时,从管端进行浇注可以有效减轻触地端气泡的出现,但这会对大管径、厚涂层保温管道的试制造成一定的困难。排气口与管端封堵器保持一段距离有利于气泡的排放,但是会出现管道最高位置空洞的缺陷,调整模具排气口与管端封堵器相对位置,使其投影露出圆面的1/2~2/3为宜。采用图2(b)显示的三通浇注模式可以保证复合聚氨酯保温材料在塑料管中的平稳流动,减少对气体的裹挟。
后期将对模具进行改造,增加模具的倾斜能力,继续验证模具倾斜角度与气泡情况的相关关系。同时在管端封堵器上设置一个矩形凹槽,便于气泡的聚集和排放,开模后及时使用工具对多余的矩形块进行清除。
表面花纹
保温管外表面局部出现明显的橘皮花纹,模具分段面位置尤为突出。
为了保证模具整体温度的均匀性,采用分段式加热流体流经管道加热的显热加热方式。分段面位置没有保温措施,导致热量损失严重,分段面位置的温度较模具其他位置温度至少低15K,模具内壁温度接近50℃。复合聚氨酯反应后收缩严重,形成严重的花纹现象。
在分段面位置增加保温层包覆,同时增大模具的加热温度,花纹现象得到很好的改善。
涂层厚度不均
管体中央位置保温涂层厚度不均匀,6点钟方向涂层厚度为60mm,而12点钟方向的涂层厚度则为90mm,厚度差值高达30mm。
管端封堵装置使用聚氨酯弹性体材料制成,在钢管自重作用下发生变形,造成钢管的圆心线较模具的圆心线偏低,同时,钢管具有一定的挠度。
改用聚四氟乙烯材料制作管端封堵装置,增加强度,减少变形量。同时钢管吊入模具时检查和调整钢管与模具的同心度,在模具底部等间隔(3m)安装圆柱形支撑柱。
粘结性差
环剪切试验过程中,涂层和钢管之间仅经历短暂时间即发生脱离作用,剪切力在2~5kN 之间,观测保温涂层脱离位置,环氧粉末层光滑洁净,看不到任何粘结的聚氨酯。
钢管外表面未进行处理,温度过低,反应过程中界面首先遇冷收缩,使得保温涂层在钢管外表面粘结强度几乎为零。
试制过程中,采取四种不同的试验方案,试验数据如表2所示,其中每种方案使用了三个样本。

表2 不同处理条件下的剪切力数据表
通过加热钢管外表面,最大剪切力有较明显的增加,当钢管外表面温度保持在60~70℃,同时使用砂纸对整管进行粗糙化处理后,最大剪切力值达到150~170kN,能够满足技术要求,且保温层脱离处能够明显看见环氧粉末层粘结有聚氨酯。
本文作者:蒋晓斌,张晓灵,吴文通,孔瑞林,杨加栋,杜宝银
工作单位:中海油(天津)管道工程技术有限公司
2017-08-29 星期二
七月初八 丁酉年 戊申月 戊子日