
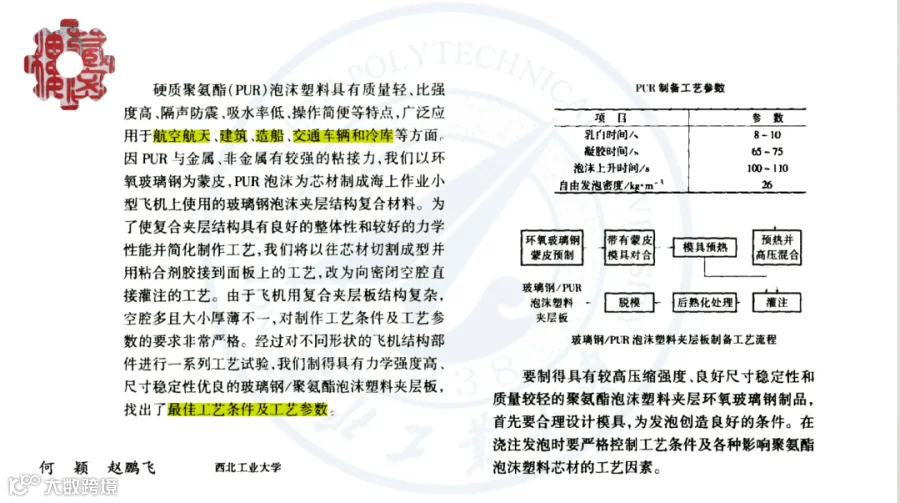
在浇注发泡时要严格控制工艺条件及各种影响聚氨酯泡沫芯材的工艺因素。
资讯速览







2026-1-9 星期五
聚氨酯笔记
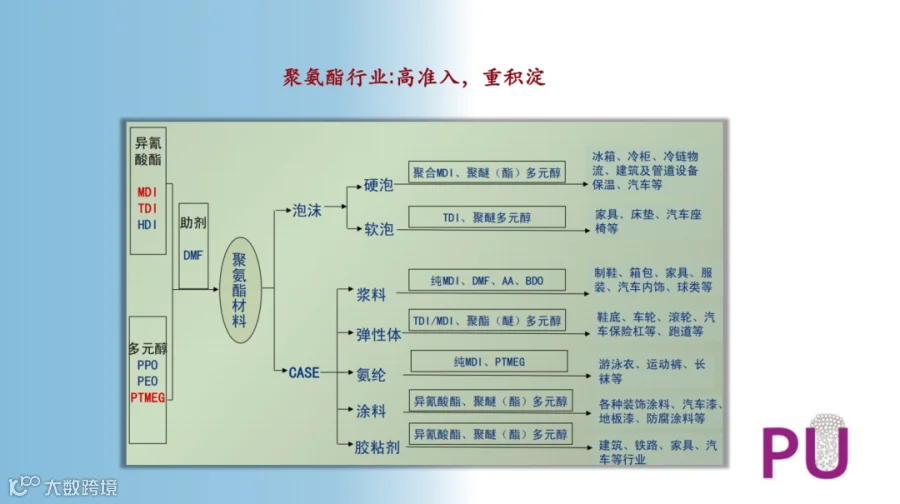
影响聚氨酯芯材发泡工艺的因素
模具温度
模具的温度直接影响泡沫塑料的质量及泡沫与面层粘结的好坏。不同厚度的模具,其发泡倍率不同,模具温度也不一样,对于型腔较薄的模具(厚度为5~6mm),空腔体积小,泡沫几乎朝着一个方向生长,模具温度太高,泡沫生长过快,表面易形成大的气孔,影响泡沫与面层的粘结性;模具温度过低,泡沫生长慢,形成的泡沫密度偏大。模具温度一般控制在30~35度。对于型腔较厚的模具,泡沫在向上生长的同时还横向生长,要求模具温度相对较高,一般为40~45度,泡沫密度较均匀,且泡沫与面层粘结性较好。
原料温度
料温与环温的高低直接影响制品的质量。一般原料温度控制在25~28度,环境温度控制在20~30度为宜。若原料温度较低,化学反应缓慢,泡沫固化时间加长;原料温度高,化学反应快,泡沫固化时间短,工艺难以控制。
流动距离
流动距离与泡沫的流动性有关。通常流动性以发泡反应起始时间与纤维化时间之差表示,纤维化时间的90%可认为是“流动时间”的上限。
排气孔
对于密闭空腔浇注发泡,设置位置、大小适当的排气孔具有非常重要的作用。设置排气孔,一方面可排出空腔的空气,增加泡沫的流动性;另一方面,可避免泡沫在拐角处造成空洞缺陷。一般来说,对于型腔厚度较大的模具,排气孔一般为∮2~∮3mm较适中。而对于薄壁模具,内部气压较大,排气孔为∮1mm即可。排气孔的位置一般在泡沫流动的高位,注料口一端。
原料注入量
直接影响聚氨酯泡沫夹层制品的均匀性。注入量不足,泡沫密度过小,不能满足强度要求,会造成空腔、填充不满、泡孔过大等弊端;注入量大,泡沫密度大,会使制品质量增大,造成物料浪费。一般原料注入量过量5~10%为好。
后熟化处理
为得到尺寸稳定性好的产品,泡沫凝胶后应充分熟化。对于不同模具大小、厚度不一的PUR泡沫夹层制品,可适当调整熟化时间。


我们为客户提供原料(硬泡、软泡)、板材(连续、间歇)、制品(汽车)
工艺(设计、优化)
聚氨酯相关服务(聚氨酯的事儿找我们就好)

本公众号是一个学习交流的平台,平台上部分文章为(摘要)转载,图片,均来源于公开资料,内容观点不代表本公司立场,请仅学习参考,并不用于商业目的,如有涉及侵权等,请及时告知我们(后台留言),我们会尽快处理。本公众号拥有对此声明的最终解释权。
点
阅读原文了解更多