
9
星期一
2018年7月
企业不重视研发和创新,产品就不会得到消费者认可。
配方设计


聚氨酯的形态决定了其性能,两项的相分离与混合在很大程度上影响着性能,软段相能提供给聚氨酯低温性能、伸长率和弹性;而硬段相则提供模量、强度和耐热性能。
软硬段比例是决定聚氨酯形态的主要因素。
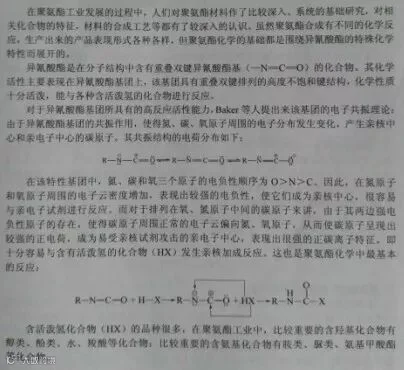
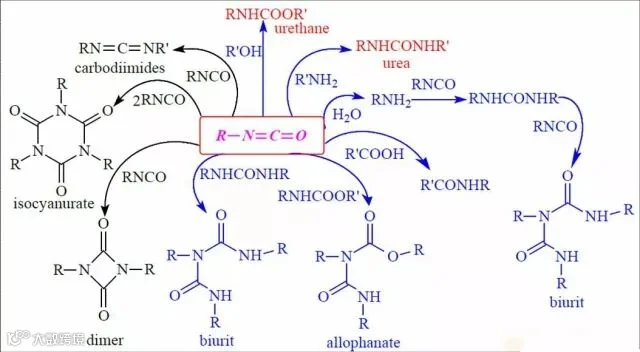
由杂原子参与形成的具有累积双键结构的异氰酸酯基团是聚氨酯化学的核心,高活性的异氰酸酯基团可以与羟基、氨基、羧基等基团发生反应。
配方设计的重要性
多元醇和助剂的种类繁多,若按其功能、品种、等级、牌号等分类可达数N种,因此配方也是千变万化。配方设计通常是指根据试验数据等资料,恰当地确定可满足产品使用性能、加工性能和成本要求的多元醇、助剂的种类及其用量等的一项重要工作。
配方设计原则
聚氨酯配方设计有以下注意事项:①制品的使用功能;②加工性能;③加工及使用时的环保问题;④成本等。
总之,配方工作者一般是在考虑制品的物理机械性能、加工性能和成本三者平衡的前提下进行配方设计的。设计的重点是如何保持制品的使用性能及加工性能的平衡,所以说聚氨酯泡沫塑料配方设计不仅是一门科学,而且也包含运用成功经验的技巧。

双硬度聚氨酯泡沫座垫单机同步注料模塑法
汽车工业及家具行业的发展,要求并促进了聚氨酯泡沫塑料(PUF)生产与加工的发展,经过块状PUF切割座靠垫时期,步入了模塑PUF座靠垫时期。
双硬度及多硬度(即多于两个硬度)PUF座垫,为汽车座椅及家具的提高与发展开拓了新路。根据座椅设计的人体工程学要求,它们在贴合感、侧向稳定感、振动弹性感及软硬感等方面均使舒适性与安全性显著提高。
双硬度PUF座垫
双硬度PUF座垫主要是指翼部及底部硬度较大、中上部硬度较小的PUF座垫,主要用于汽车工业及家具行业。
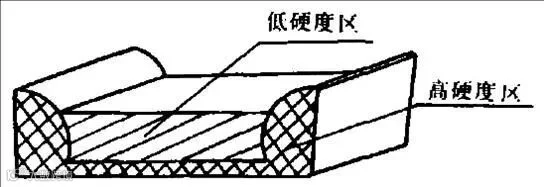
当乘员乘坐时,由于座垫中上部较软,所以不致造成弹起或有硬接触的感觉;继续坐下时,由于底部较硬,使之对人体支撑作用逐渐加强,直至平衡,而不会有突然一坐到底的陷落感;行坐或长时间坐于其上,由于上部较软,对臀部及大腿部的作用面积大,使作用力分散,因而减轻了由于局部血液循环受阻而造成的疲劳感及经常撞击限位而产生的晕船感;当行车转弯时,因翼部较硬,能缓解人体的离心力,从而阻滞人体的外倾趋势,既舒适又安全。同时,较硬的翼部对绷紧的面层有良好的支撑效果,使之轮廓分明,且不易堆积,具有美观、舒适、耐用的功效。
异硬度区受等量值作用力后的变形比较示意图
双硬度PUF座垫的生产方法
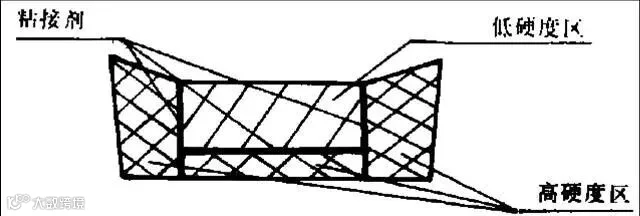
1、粘接法
将切割而成的不同硬度的PUF块用粘接剂粘接在一起的方法。
此法简便易行,技术要求低,但工序多,粘接剂贵且粘接强度差,主要适于产品研制、样品试制、小批量手工生产及块状PUF边角料的再利用等。
2、外粘丝网法(略)
3、包覆丝网法(略)
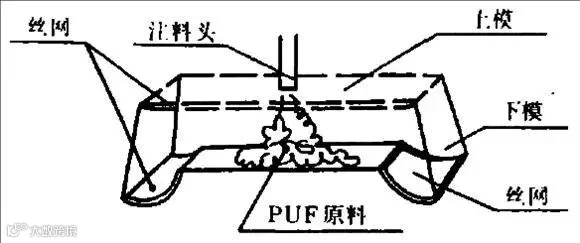
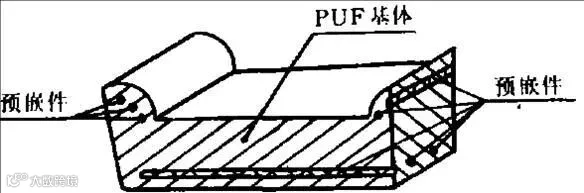
4、预铺丝网模塑法
预铺丝网模塑法是指将丝网预先铺于模腔内之座垫翼部及底部再进行模塑的方法,其工作原理图中虚线上模表示当开模注料时,需先注料后合模。该法易行,工序简单,但丝网与基体结合力较差。
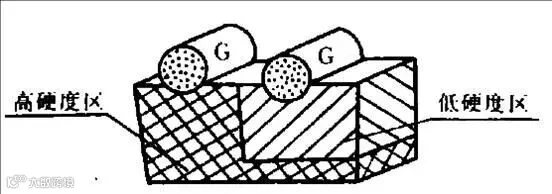
5、预埋异硬度坯块模塑法
先将硬度较高的PUF坯块置于模腔中翼部及底部,而后注料模塑,可开模注料,亦可闭模注料。此法易行,操作要求不高,产品寿命长。缺点是能造成界面硬化,稍影响产品舒适性。
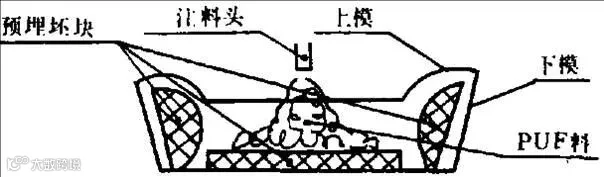
产品已投放国内汽车上
6、预嵌插入件模塑法
先在模腔翼部及底部嵌入钢丝弹簧或硬塑条等加强筋,再注料模塑的方法叫预嵌插入件模塑法。此法较前法简单,无需预制PUF块,但座垫硬度分布不均,产品寿命较短。
产品也用于广深线的准高速火车座椅上
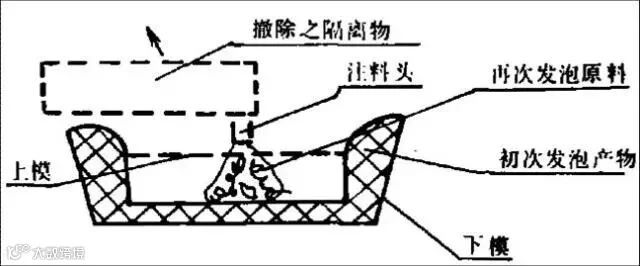
7、二次发泡模塑法
将模腔按不同硬度区分隔开,先向一个硬度区注料并发泡固化,撤除隔离后,再向另一硬度区注料并发泡固化的方法叫二次发泡模塑法。硬度差异通过控制产品密度或调节配料比来实现。
此法新颖,产品好,但模具设计及结构复杂。
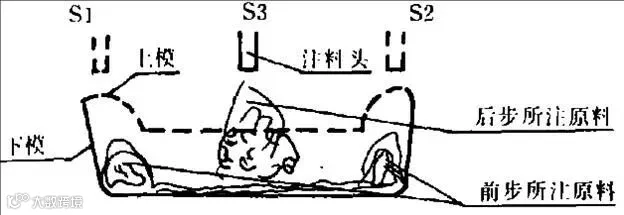
8、单机异步注料模塑法
用同一台模塑机,先向一硬度区注料,紧接着向另一硬度区注另一配比原料来进行模塑的方法叫单机异步注料模塑法。
前步注料为开模式,由位置1(S1) 注料完毕后迅速将注料头移至S2,使S1处与S2处注料基本等量,且底部均匀注一薄层;然后迅速将注料头移至S3,可开模或闭模注另一配比的原料,然后合模或固化。 整个过程及所有参数皆可预先设定,自动控制,操作简单,省工、省时,在工业生产中属国际最先进的方法。
该法消除了界面硬化,硬度分布的连续性使座垫更加舒适,其产品可多色泽,美观耐用。发泡不同步会略使交界处互相渗透而影响品质的均匀性。
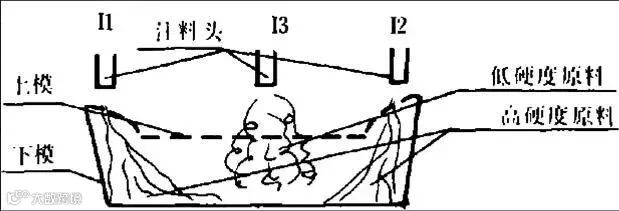
9、多机同步注料模塑法
使用多台模塑机同时对不同区域分别注不同配比原料,使之同步模塑的方法叫多机同步注料模塑法。
注射头11与12分别由模塑机M1与M2供料, 分注两翼;注射头13由模塑机M3供料,注中央部分;M1与M2 亦可为同一台机器。
该法省工、省时、产品好、寿命长,但设备一次性投资大。它更适于单品种、多模具、大批量的RIM -HR-PUF生产。
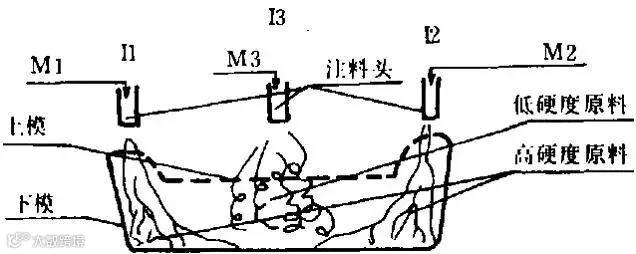
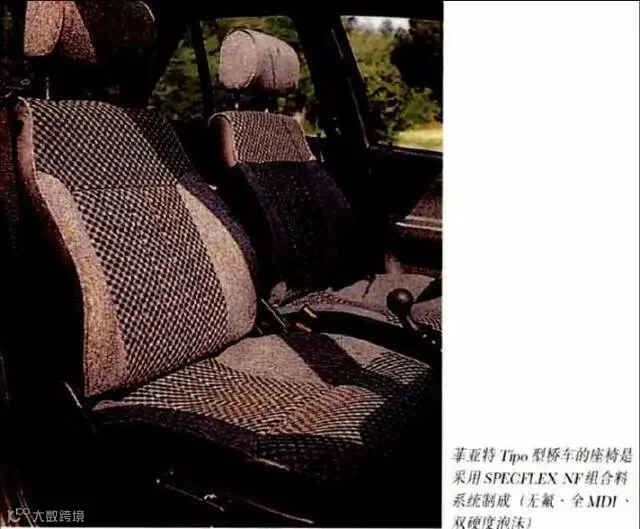
10、单机同步注料模塑法
用同一台模塑主机,使每个原料组分在打料后皆分成数个料流,分送至混合头进行混合,组成两种硬度所要求的混合原料,再由注射头注入模腔中按产品硬度要求的区域。
注射头11与12注高硬度原料,同时13注低硬度原料。
该法较前法可大大减少设备投资,但产品质量却很好,生产效率也很高,是理想的方法。
鑫悦晟华


全心全意为您服务
长按扫码即可关注
这里“阅读原文”,查看更多