22
星期四
2018年11月
一切都是自作自受
优点:降低发泡成本而不影响泡沫其它的物理性能
环戊烷作为生产聚氨酯泡沫的发泡剂于1993年在欧洲首先被使用(详见德国蓝色天使计划)。
到1995年底,几乎所有欧洲家电制造商都开始采用环戊烷发泡技术。
环戊烷的使用带来3大影响
环戊烷发泡泡沫的绝热性能不及那些对环保有影响的发泡剂的发泡泡沫。
因为环戊烷的可燃性,必须改造生产设备(设备成本)
发泡密度增加可以确保泡沫长期的形稳性(生产成本)
正戊烷/异戊烷混合发泡技术在引进环戊烷约6个月后便有厂家尝试投入了使用。这种混合烷烃技术在密度(填充量)减少方面有一定优势。但是,使用该技术使箱体能耗远远高于环戊烷技术的能耗,因此正/异戊烷发泡技术在1996年被渐渐放弃了。
在1996年,亨斯迈聚氨酯公司推出了环戊烷/异戊烷混合发泡技术。
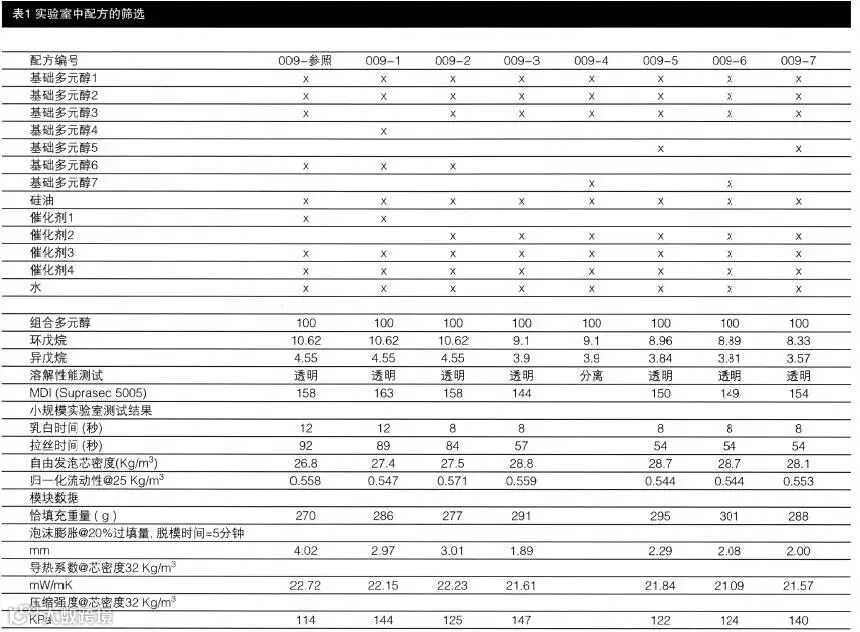
使用环戊烷/异戊烷混合发泡技术降低发泡成本
环戊烷/异戊烷混合物的优点
通过在环戊烷(沸点为49℃)中添加沸点为28℃的异戊烷,可以确保在较低的温度和聚氨酯反应初期发泡剂就可以起作用。在较低的温度下,多元醇与异氰酸酯的混合物相对来说依然为液体,且粘度较小,比起聚氨酯原料升到50℃以上时更容易膨胀。这种较早的、更均匀分布的发泡反应使得聚氨酯系统的流动性能(填充能力)大为改善。
这种流动性能的改善很容易在实验室通过试验来演示。在相同的配方中,逐渐增加异戊烷的比例,来观察流动性的变化。如以环戊烷80份异戊烷20份为例,流动性能的指标—高度与质量之比可以提高9%。然而如添加更多的异戊烷对高度与质量之比的提高会有帮助,但影响将逐渐减小。
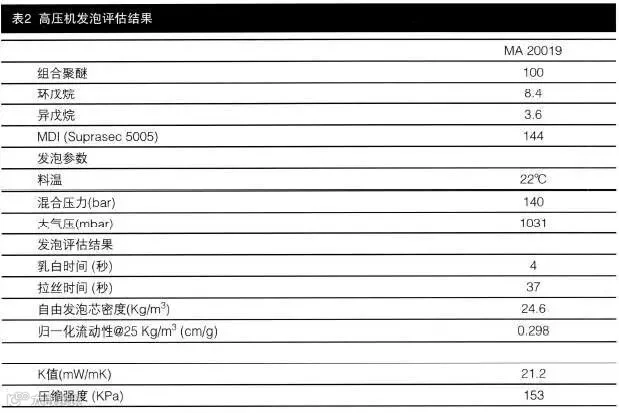
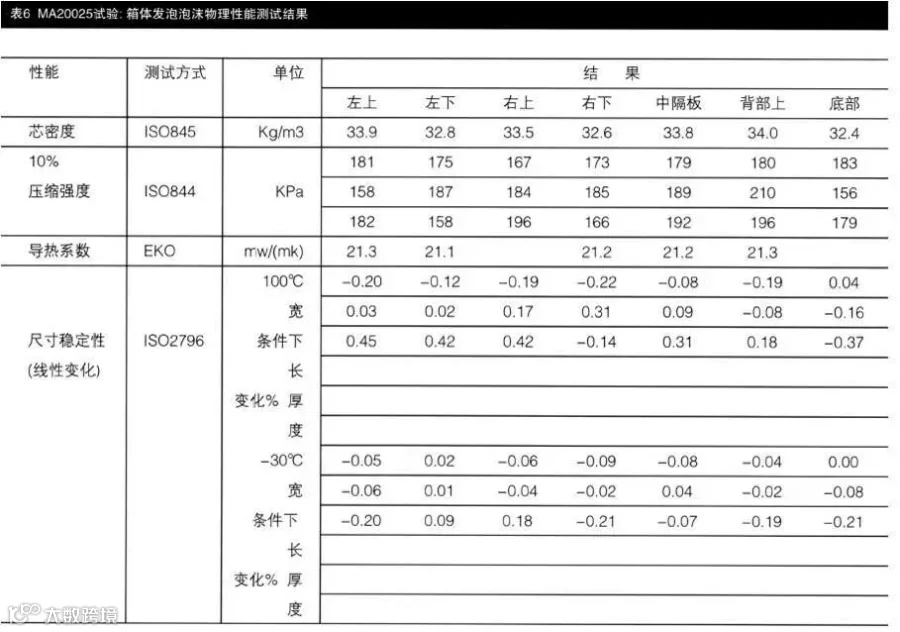
流动性的改进可以确保在较低的充填量或较低整体密度的条件下填充箱体。然而重要的不仅在于在较低的密度下填充箱体,而在于泡沫必须在较低的密度下保持形稳性。此外,在环戊烷内添加异戊烷将会提高泡孔内压,如从环戊烷发泡泡沫45 kPa的内压上升到55 kPa的环/异戊烷发泡泡沫(环戊烷与异戊烷的质量之比为7比3)。较高的泡孔内压减少了泡沫体受到外力的影响,也即减小了泡孔内外压差。在设计及开发使用环/异戊烷发泡系统配方时,也考虑到增加泡沫的强度,并且和环/异戊烷有很好的相容性。要求混合了戊烷后的组合聚醚应为清澈透明液体。