

戊烷体系硬质聚氨酯发泡工艺技术
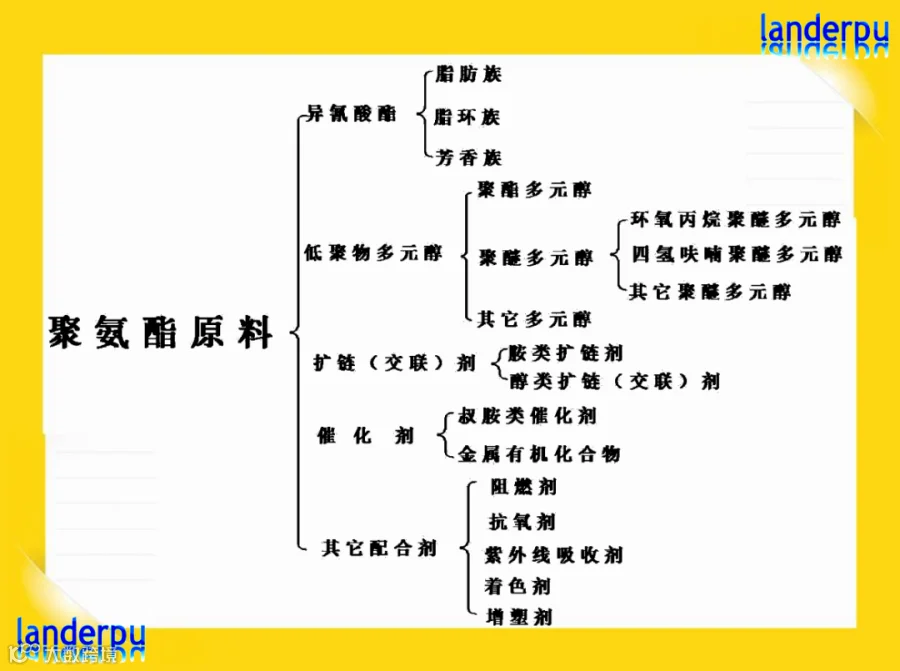
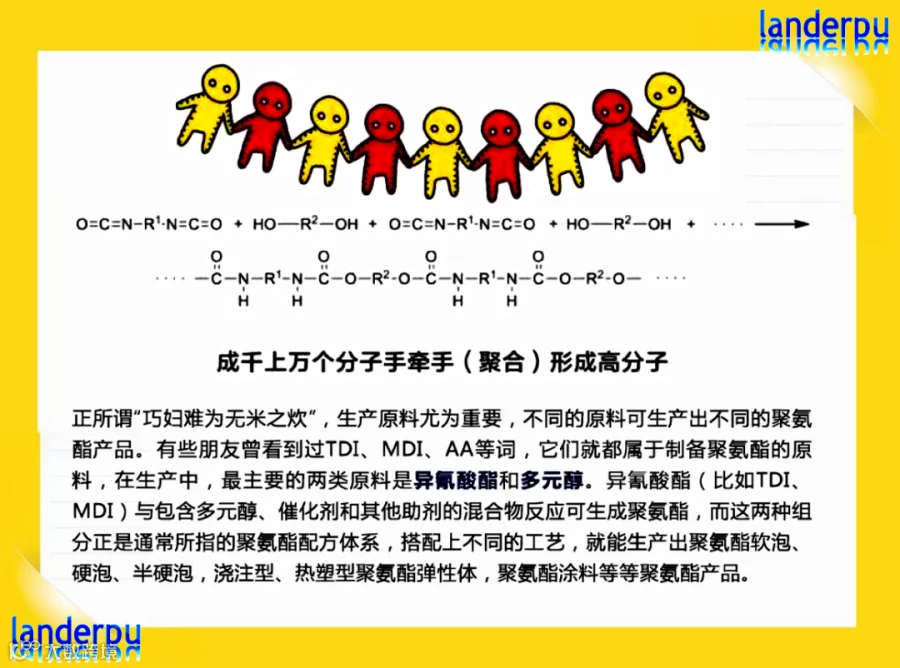
一、聚氨酯生产原料
1、ISO(黑料)
2、POL(组合多元醇·干白料)
3、发泡剂
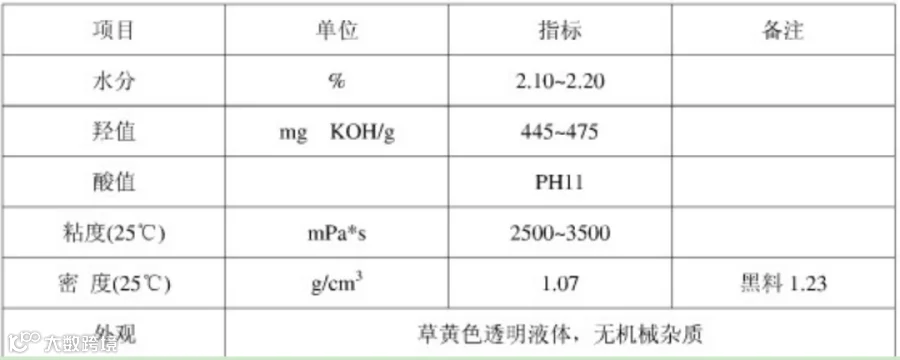
组合聚醚的性能指标
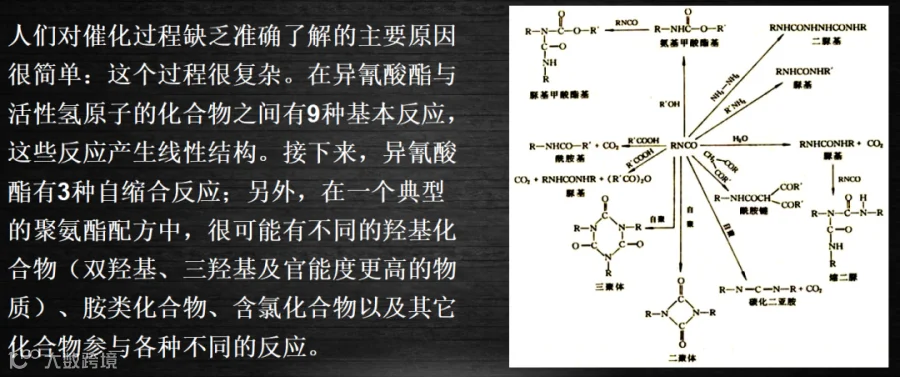
二、发泡工艺原理(请简述)
三、戊烷发泡工艺参数的控制
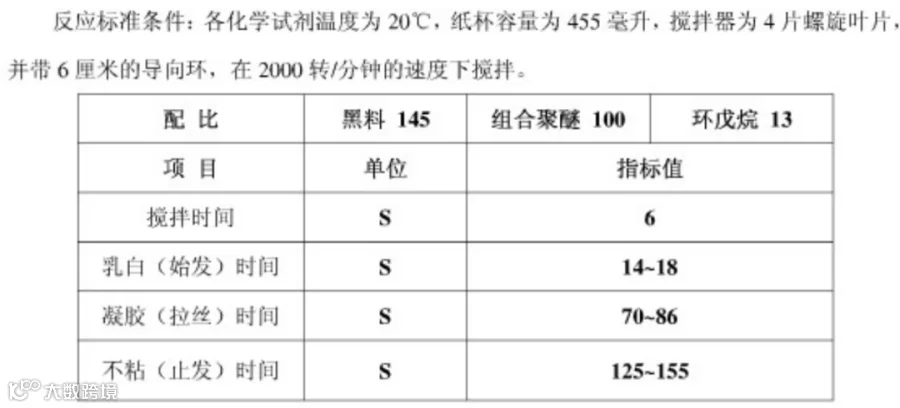
1、ISO/pol的配比:145:100:11.5
2、发泡原液温度:18~25度
3、模具温度:40(正负5)度
4、箱预热炉温度:35~50度、发泡炉温度:35~55度
5、注射压力:13~16MPa
6、熟化时间:
四、反应速度参数
五、聚氨酯泡沫性能要求
1、自由发泡密度(kg/m3):
2、模塑密度(kg/m3):
3、压缩强度(MPa):0.20
4、导热系数(mw/m·k):
5、尺寸稳定性(-30度,24h):
6、闭孔率(%):
7、阻燃性(可选)
六、发泡工艺控制要点
6.1、严格控制原液的理化性能
是生产合格的聚氨酯泡沫基本条件
ISO、POL单体应为透明的粘稠液体,无絮状不溶性杂质。若有不溶性杂质,将会堵塞发泡机滤网,导致原料流量不稳定,ISO/POL的配比不符合要求混料不均匀。甚至堵死发泡机的管路。
备注:双班生产的情况下,至少每周将发泡机(及预混机)的ISO和POL滤网及枪头针阀彻底清洗(一次)。
6.2、严格控制原液的配比和注射量
注射量的多少应以工艺要求为标准
6.3、严格控制工艺温度和熟化时间
聚氨酯发泡是一个复杂的物理和化学发应过程。原料、模具、预热温度及熟化时间的波动将直接影响到发泡质量。
ISO是一种较活泼的化学物质,极易与水发生化学反应,贮存的过程中应保证容器的干燥密封并充干燥氮气保护,使用的过程中不应与水直接接触。储存温度低于5度会产生结晶现象,一旦出现应在使用前与70~80度加热融化,并充分搅拌均匀。储存温度高于50度会生成一种不溶性的固体,粘度增大,化学性质发生变化。
POL亦存在类似的性质。
储存要求:室温20~25度下的通风、阴凉、干燥,避免日晒。
控制发泡温度:18~25度
温度太低时,ISO、POL的粘度大、流量不稳定、流动性差、混合不均匀,温度太低时生成泡沫的反应速度慢、熟化时间长。熟化时间不足时,移动制品出现外观变形。
温度太高时,反应剧烈不易控制,易出现注入较大(规格)的泡液性能不均一,开始注入的泡液已经发生化学反应,粘度迅速增大,后注入的泡液还未反应。导致后注入的泡液不能将先注入的泡液推到模腔发泡流程的最前端,出现制品局部空泡现象。
预热炉温度应控制在30~50度,发泡炉温度应控制在35~50度,发泡模温应控制在35~45度。
6.4 严格控制发泡机的注射压力在13~16MPa
发泡的过程中应经常检查发泡机的注射压力,清理发泡机的注射系统,不能出现堵料现象。
6.5 发泡前的准备工作:
模具的清理检查:
发泡前应将附在发泡模上漏泡残沫等杂物清理干净,检查模具配合精度。检查排气孔。
6.6 制品取放要求:
6.7、发泡工艺控制:
6.7.1 每班生产前,必须检查各参数是否符合工艺要求。每隔3个小时再核查一次,并记录检查结果。
6.7.2 每班生产前,必须检查一次自由发泡体的混合情况及密度。将自由发泡体和模塑泡体在-20度冷冻24小时,观测其收缩情况,泡体应无明显的收缩。并记录检查结果。
七、聚氨酯发泡常见问题及解决
7.1 漏泡
7.2 涨泡
7.3 空泡
7.4 不沾
7.5 混合不均
7.6 收缩
7.7 密度不均
7.8 变形
资讯速览








思考题:
怎样提高聚氨酯发泡质量
如何保证体系反应顺利进行
本公众号是一个学习交流的平台,平台上部分文章为(摘要)转载,图片,均来源于公开资料,内容观点不代表本公司立场,请仅学习参考,并不用于商业目的,如有涉及侵权等,请及时告知我们(后台留言),我们会尽快处理。本公众号拥有对此声明的最终解释权。
点
阅读原文了解更多