
刀具长度补偿与刀具半径补偿的原理一样,如在XY平面内,半径补偿是在平面内使刀具沿着工件轮廓的法向方向偏移一个半径,长度补偿则是沿着Z轴向上或向下偏移一个距离。
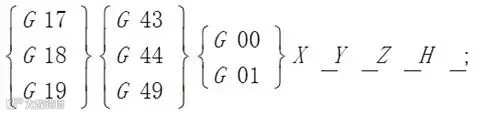
G17--刀具长度补偿轴为Z轴;
G18--刀具长度补偿轴为Y轴;
G19--刀具长度补偿轴为X轴;
G43--刀具长度正补偿;
G44--刀具长度负补偿;
G49--取消刀具长度补偿;
X、Y、Z--刀补建立或取消的终点坐标;
H--H值用于指令偏置存储器的偏置号。刀具长度方向的补偿,实质就是要找到编程坐标系原点在机床坐标系中的位置,如下图a所示。机床坐标系和编程坐标系的原点如图上所示,当对Z向进行对刀时,刀具从当前的位置1点下降到2点,此时移动距离为图中的H,也就是CRT显示器上显示的机床坐标值,最后把相应的数值输入到刀具长度寄存器中。
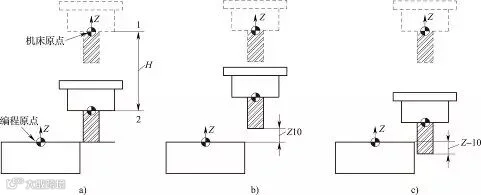
图 长度补偿原理
a)对刀原理 b)G43 c)G44
如图 a所示,若在CRT显示器中显示的机床坐标系的坐标值H为“-400.0”,在刀具补偿表中设置寄存器号为01的刀具补偿值为“-400.0”。当执行G43 G00 Z10.0 H01程序段时,则刀具在机床上的实际移动距离=长度补偿值+编程坐标值 =-400+10=-390,即机床的实际移动量为沿着Z轴的负方向移动390mm,如图5-12b所示。当执行G44 G00 Z10.0 H01程序段时,则刀具在机床上的实际移动距离=长度补偿值-编程坐标值=-400-10=-410,即机床的实际移动量为沿着Z轴的负方向移动410mm,如图5-12c所示。在采用G44编程时,虽然编写的是Z值为正值,但刀具移动后位于工件的下方,很不安全,容易造成事故,因此,一般采用G43长度补偿指令来进行编程。

扫码关注东唐机械