
28
星期六
2018年4月
多想、多动手、多总结。
劳动最光荣!
矩形块状发泡装置的混合头一般采用低压针刺型搅拌棒,当采用低剪切针型搅拌器时,搅拌的转数通常为3000~6000r/min。在混合头中停留时间约为1s左右,此外也有采用高剪切型搅拌的混合头。
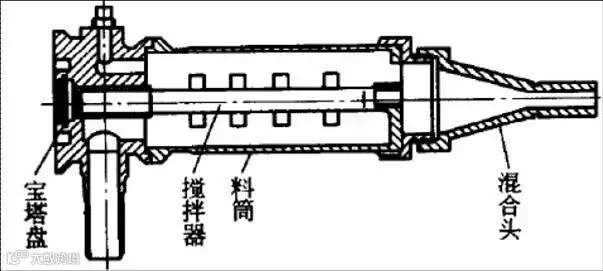
最终泡沫体孔径的大小可由混合头的输送能量来调节,与该能量有关的包括两个方面,即物料进入混合头的线速度;搅拌的转速和剪切力。
在低压高剪切发泡机械中,从混合头中注入微量干燥空气,对改善孔径有一定效果;而对高压低剪切发泡机械中则效果并不明显。
混合头物料输出孔的尺寸以及混合头的背压大小对制品孔径也有一定影响。通常背压降低输出孔口径大都有利于使泡沫孔径细密。
主要设备
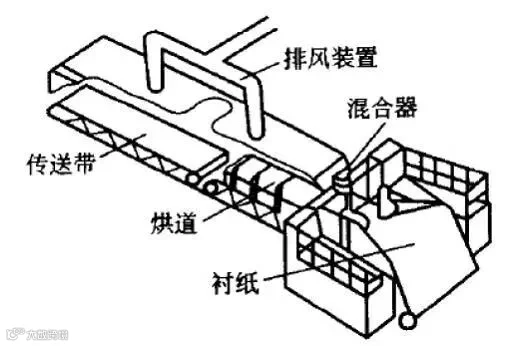
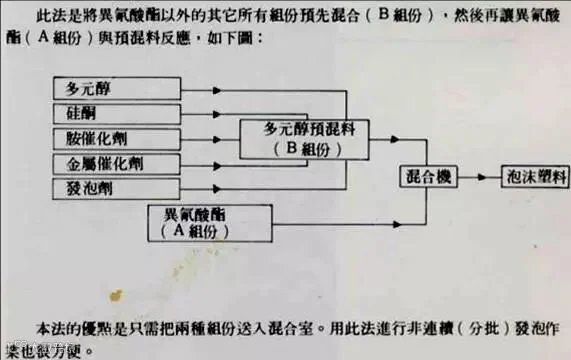
发泡机由混合器、计量泵、排风装置、传送装置、烘道、衬纸系统及其控制系统等组成,其核心装置为混合器,它由搅拌器、搅拌动力系统、筒式混合头等组成。常用齿轮式泵做原料计量泵,蝶翼式泵做催化剂和水的计量泵。
两辊压机在生产线上设置三台,分前辊压机、中辊压机和后辊压机。三者辊间距有所不同,应根据具体需要加以调节。切刀机可使用常规切刀。
生产造作步骤
发泡前准备工作:首先根据配方准备原料,启动压缩机,设置多元醇的压力为0.1~0.2MPa。
发泡过程:首先按配方要求,测量各组分的流量,达到流量稳定后,再观察各计量泵数值,并准确地做记录。
在传送带上铺好衬纸。
装配好混合器,混合头出料口与物料倾注平面的距离愈近愈好,以避免物料飞溅,在飞溅的物料之中往往夹杂着空气,在发泡后易在泡沫中形成针孔,有的上升至泡沫表面后,在表皮上形成大孔,影响表皮外观。
底部衬纸必须平整,如有皱纹,易使形成的泡沫开裂和增加边皮切割废料。
输送带在注料口处必须有一倾斜角,以便使物料向单一方向移动,该倾斜角一般控制在4~9°,输送带线速度通常控制在1.5~3.0m/min,线速度大小根据泡沫体产量和制品尺寸而定。
块状泡沫发泡配方的乳白时间(即物料从混合头出口至开始发泡之间的时间)为5~10s。发泡时间(即物料从混合头出口到发泡至最大高度之间的时间)约为80~160s,发泡时间可由有机锡和胺类催化剂的用量来加以调节。
由混合头出口至白线的距离一般是35~75cm左右,可以通过出料量多少以及输送带速度和角度来加以调节。
发泡后在烘道内加热熟化


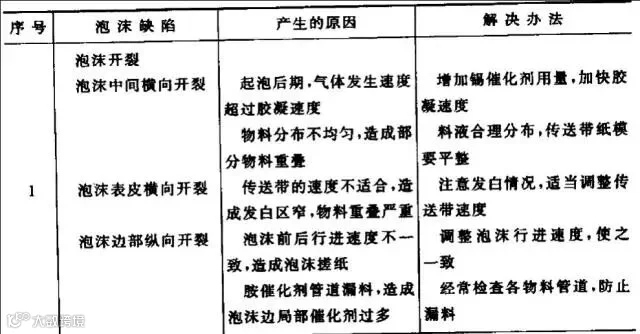
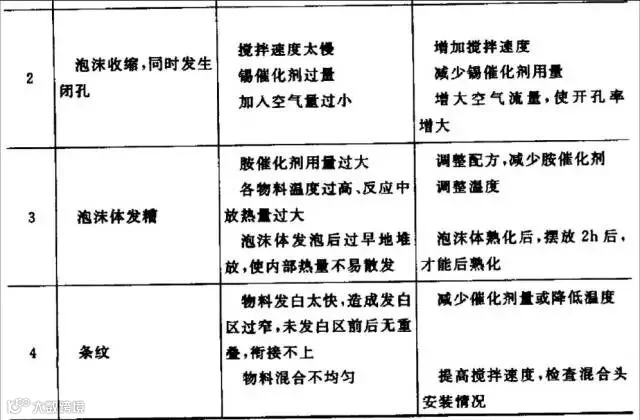
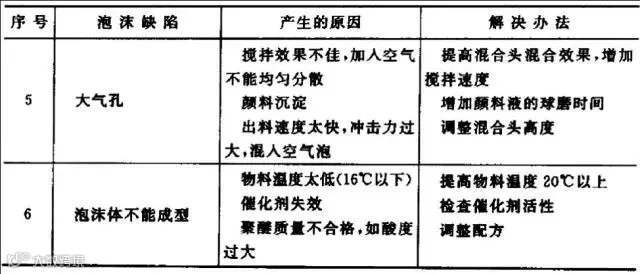
块状聚氨酯泡沫塑料易产生的缺陷、
原因及解决









长按二维码
关注我们
