
23
星期一
2019年9月
很多人把感恩当成一种付出,其实感恩本身就是一种幸福。
1
2
3
4
5
6
点击图片放大浏览横屏更佳
PU生产
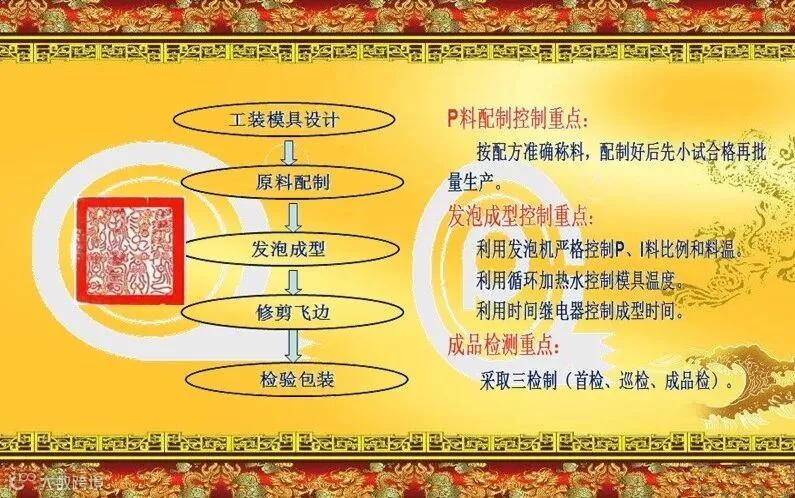
当然,完整的反应机理还有交联反应。但是,在设计聚氨酯设备及制品工艺过程中,须对上述两项反应有较深的体会与理解!特别是在设备设计和制品成型工艺中,如何运用及控制好这两项反应的热平衡条件十分重要。
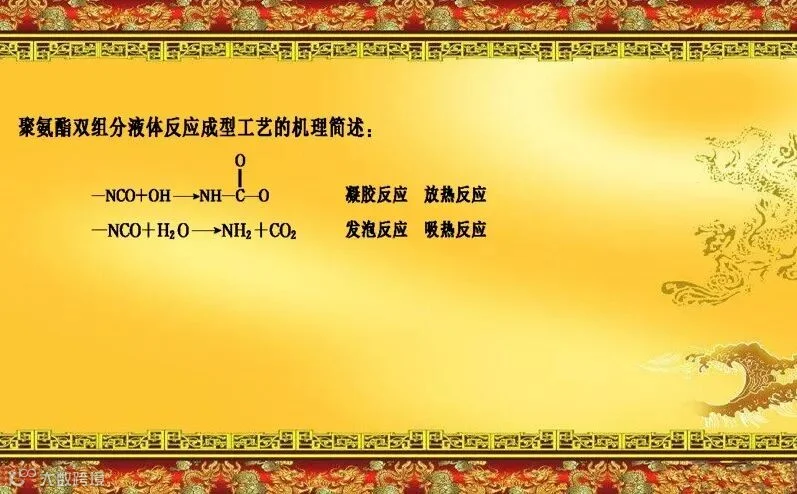
异氨酸酯(NCO)带弱酸性,聚酯多元醇或聚醚多元醇(OH)带弱碱性。凝胶反应与发泡反应速度,可通过锡胺类催化剂来调节控制,也可通过料温、模温、环境温度进行一定的调节控制。泡孔的均匀度可通过硅油类匀泡剂调节。泡孔的多少与大小可通过外加发泡剂来调节,效果最好的发泡剂是氟里昂。但是,近几十年来世界多数国家已采取禁用氟里昂的行动,中国也加入了这一行动。取而代之的是全水发泡、二氧化碳发泡、环戊烷发泡、变压真空发泡等。
聚氨酯双组分液体反应成型工艺,实质上是在工业生产条件下完成凝胶反应与发泡反应两个平衡式。这就需要配比准确、流量准确。而且,两个反应平衡式要完成好,还有一个互相影响与制约的热平衡条件。如果反应时热量过多或散热条件不好,就会形成发泡过度,凝胶不够。反之,发泡不够,凝胶过度。这时,除了需要对双组分原料的配比、模具温度进行控制调节外,还须注意环境温度对其的影响。特别是在气温最热与最冷的季节都深感操作困难。所以,在聚氨酯浇注工艺中,除了温度、流量、配比、压力等可由设备进行一些自动控制外,人们的操作经验也是必不可少的一个条件。
近几十年来,在生产和生活的各个领域,硬质聚氨酯泡沫的产量年增长速度十分迅猛。有大量的气体、液体需要保温、保冷的条件下运输、储存和输送。对于这些容器、设备、管线的保温、保冷,传统的保温、保冷材料,如石棉、矿渣棉、珍珠岩、锯末、沥青、玻璃纤维等,都存在许多缺点,这些保温材料施工程序复杂,操作不便,有些材料对施工人员的健康还有较大危害。另外,这些保温材料的热导率较高,绝热效果差,能量损耗严重,使用寿命较短。相比之下,聚氨酯硬质泡沫热导率最低,并能很好地摒弃传统保温材料的缺点,尤其在材料绝热性能方面是其他保温材料无法与之相比的。其主要应用于建筑和集中供热行业,其次用于冰箱冰柜等制冷设备以及运输业的绝热保温材料。
随着硬质聚氨酯泡沫生产的逐渐成熟,市场供应的扩大,研究工作不断深入,新品种、新工艺研发、新设备的改进,使硬质聚氨酯泡沫塑料得到了全面发展。在硬质聚氨酯泡沫制品的制备工艺技术方面,提出更高要求。普遍采用大型发泡设备,进行大规模化、连续化、自动化、系列化提高劳动生产率,降低成本,减少原料单耗,采用计算机控制物料温度、流量、流速等各种参数来调整制得更优质的聚氨酯泡沫。
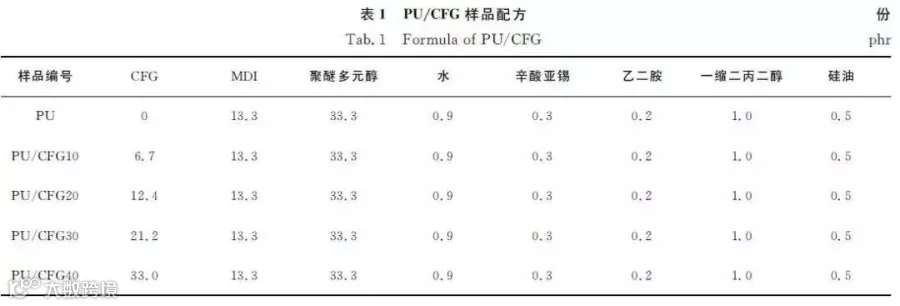
发泡剂作为聚氨酯泡沫中重要的助剂之一,其种类和数量对PU 泡沫的物理机械性能、泡沫密度等有着直接的影响
硬质聚氨酯发泡成型的影响
原料: 聚醚和聚酯都作为发泡成型的组分
原料温度的高低直接影响计量配比的精准性,同时影响物料粘度大小。一旦粘度变化,导致计量泵的输出精度发生变化,严重影响制品的质量。多元醇组分偏大,所得泡沫塑料软,高温下尺寸稳定性差; 异氰酸酯组分偏高,泡沫塑料硬而脆。
温度: 发泡成型过程中,料温和环境温度的高低直接影响泡沫塑料制品的质量。而长期储存和温度变化对异氰酸酯也很不利。异氰酸酯中二聚物的存在,使异氰酸酯变化得浑浊不清,也干扰正常反应。在生产中,温度低,发泡反应缓慢,泡沫固化时间长; 温度高,则发泡反应快,泡沫固化时间短。
注射温度、速度和压力: 在注模之前,要进行高压循环,以致物料温度因高压运动,使温度上升,所以注料温度与原料贮藏温度是不同的。它取决于循环时间与压力,注料速度对原料的混合产生较大影响。一般注料速度快和冲压高,可制得优质泡沫制品。
模具温度: 是发泡成型的关键因素,可直接影响泡沫的乳白、拉丝、不粘、固化速度,因此必须严格控制。发泡成型是一个化学反应放热过程,放出的热量使发泡剂汽化,在聚氨酯填充空腔中翻滚挤压而形成含有不规则大小泡孔的泡沫。模温是较重要的工艺参数,不仅影响反应热移走的速度,还影响成型时长,对密度、表层厚度及尺寸稳定性都会产生不良影响。发泡成型过程中发泡剂反应放热,形成聚合物在填充空腔中互相推挤、翻滚、爬升与模具表面接触,泡孔破裂经挤压塌泡形成密实层。模具温度高,则形成极薄的表层,制件表面易产生劣迹; 温度低,则发泡倍率小,结皮过厚。
固化时间: 泡沫塑料固化后,在一定温度下放置的过程,目的是让发泡反应进行完全,得到良好的制品。在注入模具内时,应把发泡料和模具加热,完成发泡反应后存放于较高温度的环境中。温度越高,固化时间越短。温度低,固化时间长,熟化不充分,泡沫塑料强度达不到应有的要求。原料品种与制件形状尺寸
不同,所需固化时间与温度也不同。
混合: 发泡成型时,混合效率是一个很关键因素。根据原料的特性,调整发泡设备的计量比例、料温达到充分混合的目的。混合均匀,泡沫塑料泡孔细而均匀; 混合不好,泡孔粗而不均匀,甚至在局部范围内出现化学反应不充分现象,大大影响制品质量。
模具发泡成型:聚合物膨胀产生一定内压力,模具制约着泡沫形态的发展,应有足够的强度和内表面光滑度,以便保证泡沫全部填充满,不会在发泡后期造成泡沫开裂和中空,使泡沫在模具中分布均匀、密实。还应在合理的位置开设注料口、排气口,可以合理避免局部大泡孔和收缩的出现。
在不同行业领域中硬质聚氨酯泡沫产业得到了迅速发展。对硬质聚氨酯泡沫品质要求越来越高,因此针对不同原料,通过改变配方、提高发泡设备精准度及发泡成型工艺来制备各种不同密度、不同性能,满足不同应用的硬质聚氨酯泡沫塑料制品。
鑫悦晟华聚氨酯

鑫悦晟华PU技术与应用
原料技术、配方技术、生产技术、施工技术
帮助就在您身边:
建筑保温/冷链系统组合料/软质泡沫组合料系统
华北地区:13901365286 余经理
华东地区:18911302888 李经理
安徽地区:17355774499 王经理
西北地区:18511287888 石经理
辽宁地区:18640777988 石经理
黑龙江地区:18640777288 管经理
吉林、内蒙地区:17614075000 郑经理
安徽珠穆朗玛制冷供应链有限公司
全国统一服务热线:400-667-8848
17355785111 李先生
17355774499 王先生
我们提供的不单单是产品,更是相关的系统和解决方案。

点
阅读原文了解更多