
聚氨酯泡沫配方并不是对所有发泡机或在不同操作条件下都通用的
任何时候都必须精细调整催化剂的用量
因此,在不同地方,不同环境条件(温度、湿度等)下,采用不同类型发泡机或发泡方法时,即使采用相同的配方也可能生产出具有不同物理性质的(聚氨酯)泡沫塑料。
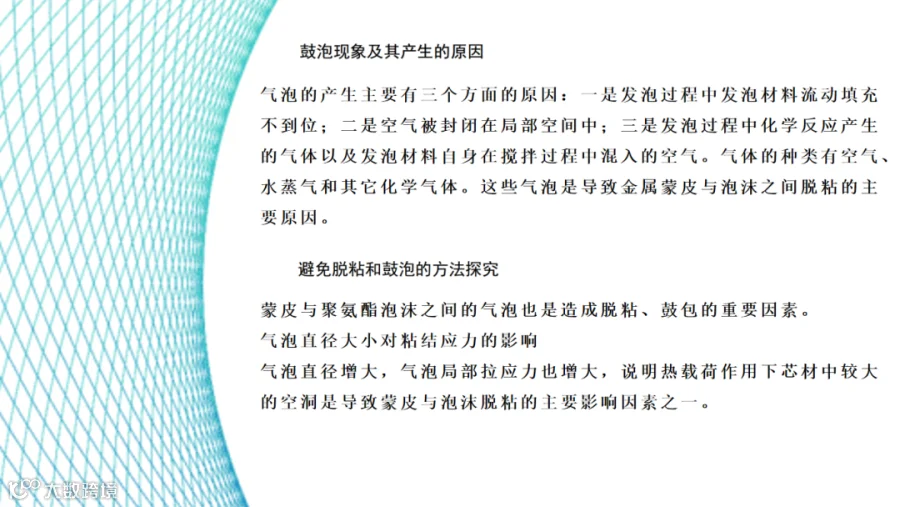
三明治复合板鼓泡脱粘问题分析
大板式方舱在野外环境中容易产生脱粘和鼓包现象,热应力是引起方舱脱粘、鼓包的主要原因,同时蒙皮与聚氨酯泡沫之间的气泡也是造成脱粘、鼓包的重要因素。从工艺和结构的角度找出解决的办法,完善方舱的力学性能,将有利于产品质量的提高。
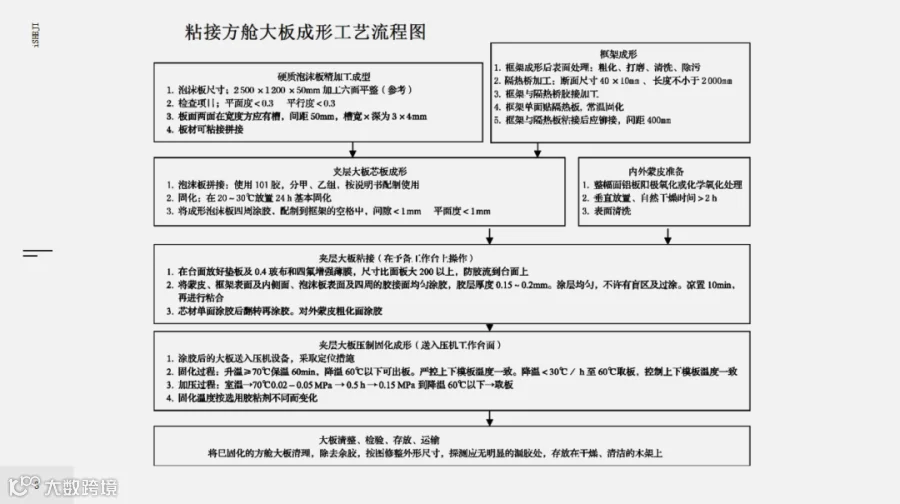
方舱大板成型工艺分析
在大板的生产过程中,由于大板隔热材料聚氨酯泡沫成型的多样性,方舱大板通常采用现场发泡成型和粘接成型两类方法制作。
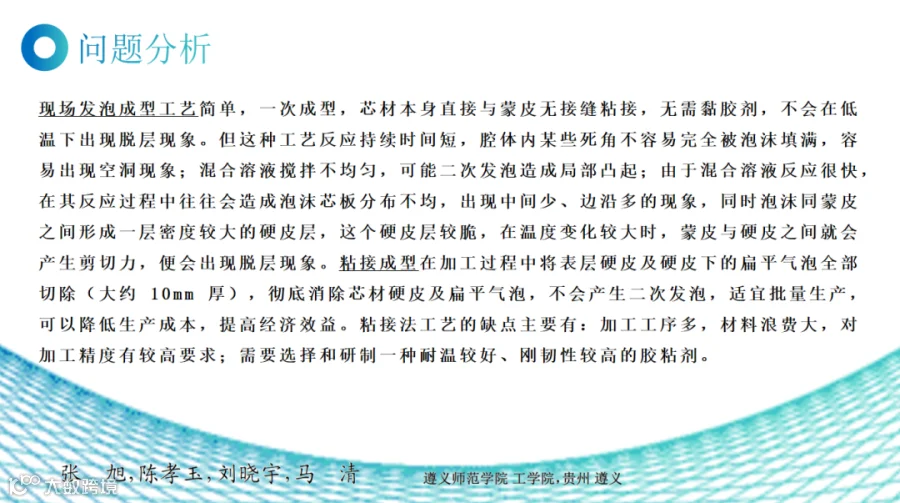
现场发泡成型工艺简单,一次成型,芯材本身直接与蒙皮无接缝粘接,无需黏胶剂,不会在低温下出现脱层现象。但这种工艺反应持续时间短,腔体内某些死角不容易完全被泡沫填满,容易出现空洞现象;混合溶液搅拌不均匀,可能二次发泡造成局部凸起;由于混合溶液反应很快,在其反应过程中往往会造成泡沫芯板分布不均,出现中间少、边沿多的现象,同时泡沫同蒙皮之间形成一层密度较大的硬皮层,这个硬皮层较脆,在温度变化较大时,蒙皮与硬皮之间就会产生剪切力,便会出现脱层现象。
浇注发泡过程问题分析:
腔体内某些死角( 如窗口附近, 加强梁各个角落等) 不容易完全被泡沫填满, 它主要受粘流体流动性及流动时间的限制而造成的。
芯板密度不易均匀, 中间小, 边沿大。差别越大, 同一块板的各处性能差别也越大 。
泡沫表面硬皮层下面 5 ~ 10mm 处往往有面积较大的一层平面气泡, 这平面气泡对泡沫的一体性产生影响, 造成板材蒙皮空洞现象, 从而降低了夹芯板的剪切强度, 泡沫断裂往往发生在这个部位。
分析原因是:发泡剂在高温下瞬间汽化, 气体向各个方向迅速扩展, 汽化的气体在横向运动时碰到了硬的蒙皮, 限制了发泡气孔的扩大, 碰撞了的气体在回缩的同时只能向压力较小的地方发展并形成气泡, 由于发泡时横向(腔体厚度方向) 压力大, 进口料方向压力较小可以伸延,于是就形成了平行于蒙皮的扁平气泡, 这部分气泡的强度较低, 这种气泡的形成是浇注发泡的必然产物, 是随机不易控制的。大板不好检验, 组装方舱暂时看不出问题, 时间一长外观质量问题就可能暴露出来。
浇注法生产的大板, 一般经高低温试验后, 板材的胶接强度有所下降。在发泡前,若不对蒙皮做特殊处理, 在浇注发泡完备后对大板做高温试验, 一般蒙皮表面温度超过85℃, 就可能发生脱层现象 。这是因为泡沫同蒙皮之间是一层密度较大的硬皮层, 这个硬皮层较脆(比一般胶粘剂要脆), 耐温度也不高, 高温断裂是难免的 。在高低温试验中所发生的鼓包现象, 大部分均在此处发生。
大板浇注法生产的方舱芯材,其质量不能完全依赖生产设备, 还需要有严格的原材料质量控制、工艺过程控制要求, 并且这一质量 、工艺控制程序和方法需要生产实践过程和大量工艺试验才能确定 。
粘接成型在加工过程中将表层硬皮及硬皮下的扁平气泡全部切除(大约 10mm 厚),彻底消除芯材硬皮及扁平气泡,不会产生二次发泡,提高了泡沫的强度,适宜批量生产,可以降低生产成本,提高经济效益。粘接法工艺的缺点主要有:加工工序多,材料浪费大,对加工精度有较高要求;需要选择和研制一种耐温较好、刚韧性较高的胶粘剂。

摘自:崔忠付:拥抱科技变革,构建数智化食品冷链物流新生态
链库网 2023-11-04 09:01 发表于上海
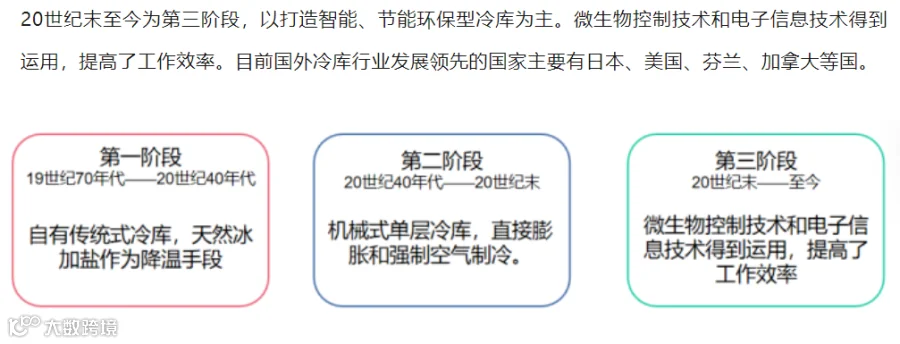
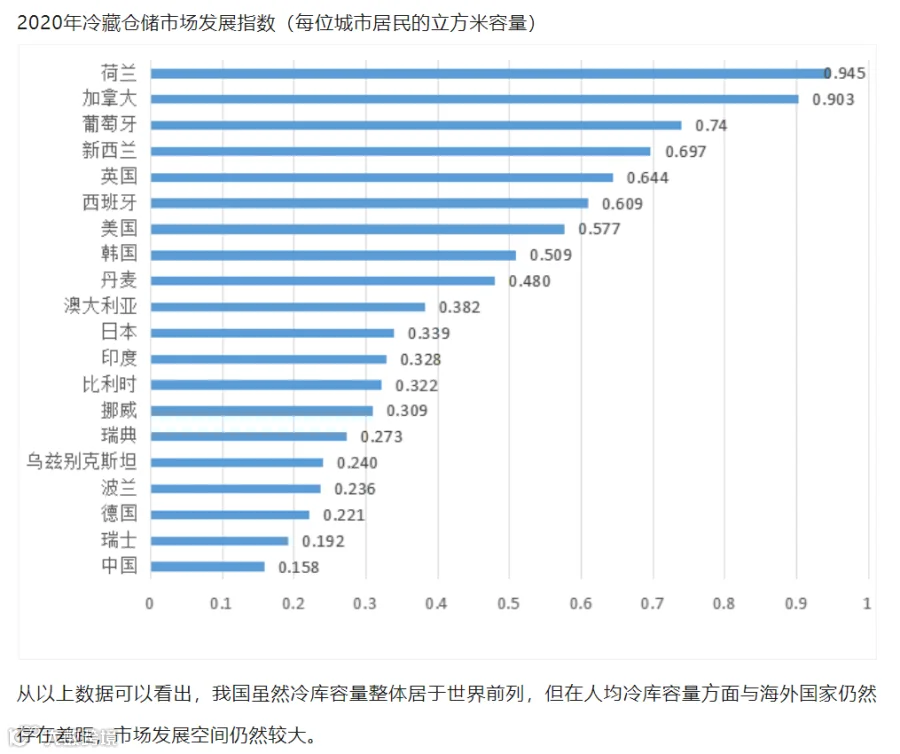
摘自:冷链国际 | 从全球冷库发展看我国冷库新机遇
中物联冷链委 2023-11-03 22:36 发表于北京

学不可以已。
——《荀子∙劝学篇》
免责声明:
本公众号文章版权归原作者及原出处所有。内容为作者个人观点, 并不代表本公众号赞同其观点和对其真实性负责,本公众号只提供参考并不构成投资及应用建议。本公众号是一个学习交流的平台,平台上部分文章为转载,并不用于商业目的,如有涉及侵权等,请及时告知我们,我们会尽快处理。本公众号拥有对此声明的最终解释权。
点
阅读原文了解更多