

8
星期五
2020年5月
你有你的路,我有我的路。至于适当的路,正确的路和唯一的路,这样的路并不存在。
-尼采


PU硬泡夹芯板的生产

PU硬泡夹芯板的生产主要分为两种方式:
1.间歇式生产
2.连续式生产
间歇式生产大多数的工艺使用单孔一次注射成型
适用于生产速率毋需太高,或较厚的、尺寸较大、结构较复杂的板材的加工。
生产工艺:预装→模板进层压机→模板锁紧→浇注→模具加温、熟化→开模→取件、清理→转入下一个循环。
产品规格:
长度:1.8m — 12m 厚度:80mm — 300mm
连续式建筑夹芯板的生产(钢板夹芯板)
生产工艺: 预热
开卷 罗拉成型 浇注PU(通过布料管在上下两层面材之间浇注原料) 成型(经过温度恒定的双履带压机固化辊压成型) 切割(固化成型的板材经切割单元,裁切成型) 打包 入库
在连续生产的过程中PU浇注的过程更是关系重要。PU的浇注在不同的生产线上一般分为:双组份浇注(组合多元醇+异氰酸酯);四组份浇注(多元醇+发泡剂+催化剂+异氰酸酯)
影响泡沫质量的潜在因素
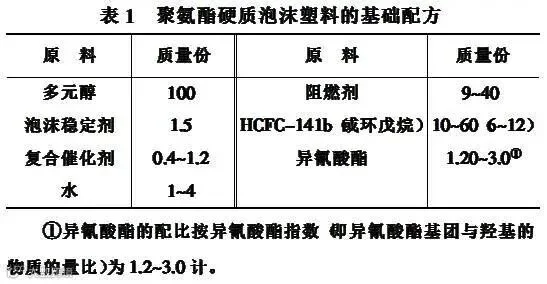
原料
反应时间:太快则泡沫表面气泡较多,粘合性变差;太慢则脱模时间太长,生产效率降低,粘合性变差。
流动性:影响泡沫密度分布及排气。
发泡机
计量:计量不准则泡沫会太软或太脆。
料温:太高则反应较快,料流动性变差,气泡亦较多;太低则反应较慢,脱模时间延长。
夹具温度:35-45℃ 太低,粘合性变差;太高则反应较快,物料流动性变差,气泡亦较多。
环境温度:温度过低,反应慢,脱模时间长。
面材:表面处理不好或不干净或有水汽,粘接性变差。表面应干燥,没有霜、冰、脂、油和松散的碎屑和灰尘。表面也绝不能有溶剂。如果已经打底,就必须要有充分时间使它干燥。
脱模时间:太短会产生变形。
其它:排气不好则泡沫表面气泡较多。
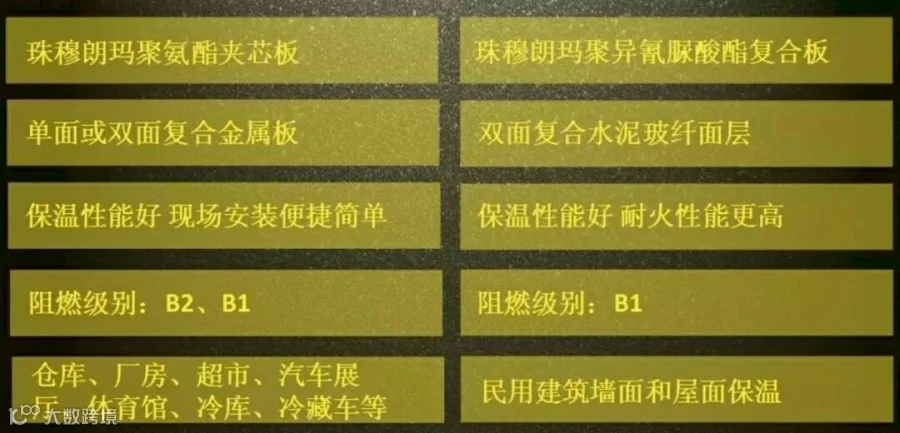



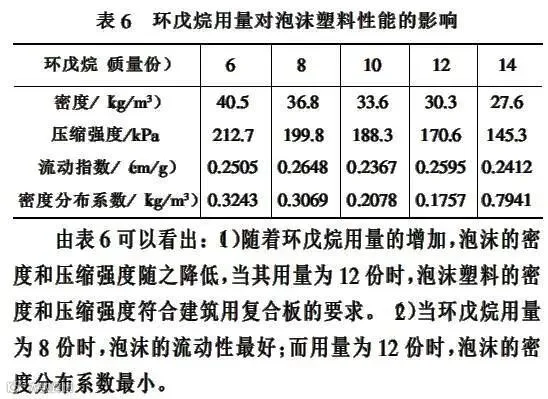
水和环戊烷配合使用在
(阻燃)硬泡多功能复合板中


一家之言
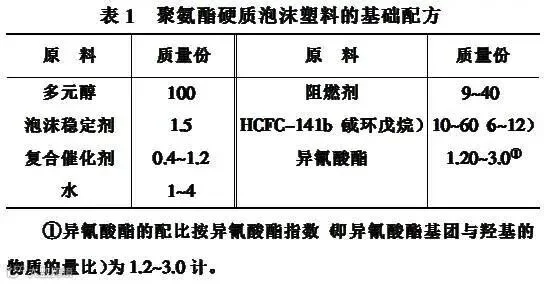
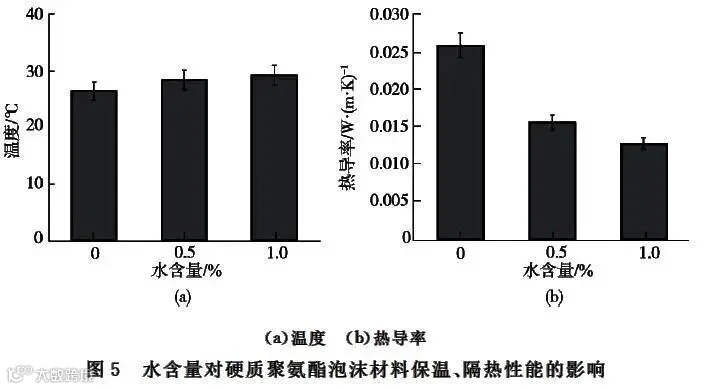
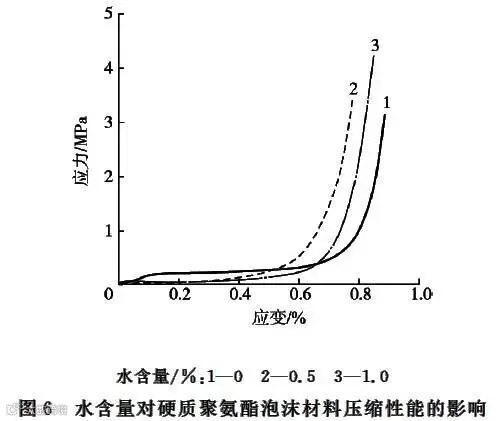
硬质聚氨酯含水发泡剂泡沫物性


点
阅读原文了解更多