
聚氨酯发泡工艺的自动化控制系统需保证实时监测性与参数可控性。
原文已上传至网盘18910275798-图书馆-CNKI1966~2025-2025
图书已上传至网盘18910275798-图书馆
资讯速览


下周杭州见!12月17-18日聚氨酯软泡行业技术盛会!附名单!奖品多多!



2025-12-12 星期五
聚氨酯笔记

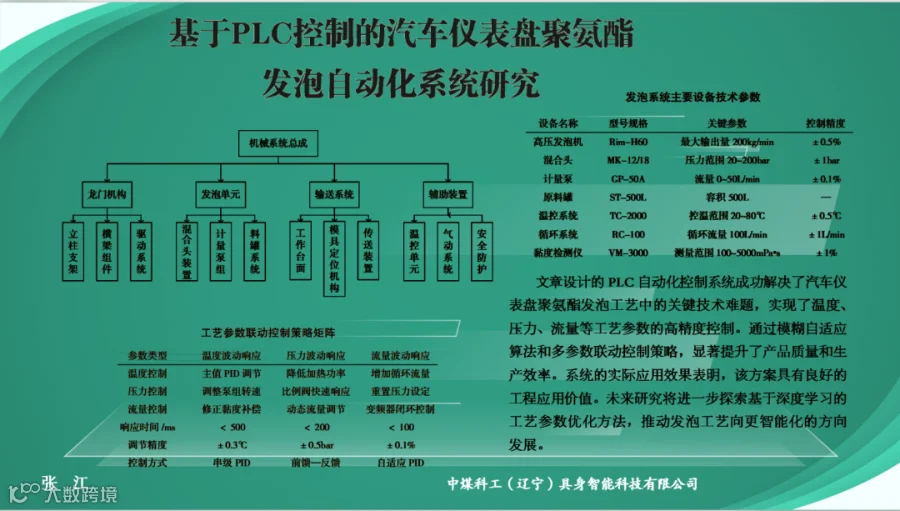
随着汽车制造业智能化升级的深入推进,仪表盘聚氨酯发泡工艺的自动化控制成为提升产品质量的关键环节。通过模糊自适应算法实现温度、压力、流量的精确调控,建立完整的工艺参数联动控制机制。
基于 PLC 构建的自动化控制系统,应具备混合头温度、压力、流量等多参数闭环控制功能,确保聚氨酯组分的计量精度和混合质量。系统需要实现原料罐的温度控制、组分输送泵的变频调速、混合头的开合控制以及模具位置的精确定位等功能。
设备配备先进的
数字化流量传感器和闭环控制系统,确保异氰酸酯(ISO)和聚醚多元醇(POL)两种组分计量精度和混合比例的稳定性。
混合头选用自清洁型高压混合头,内置涡流混合腔体结构,在 20~200bar(1bar=100kPa)压力范围内可实现组分的充分混合。混合头配备高频电磁阀控制系统,响应时间小于20ms,能够实现精确的启停控制。温控系统采用双回路 PID 控制,可将原料罐和输送管路的温度波动控制在±0.5℃。
输送系统采用变频调速的齿轮泵组,配备高精度压力传感器和温度传感器,实现闭环控制。为保证发泡质量的稳定性,系统配置在线黏度检测装置和自动循环装置。
PLC控制系统硬件配置
自动化控制系统采用西门子 S7-1500 系列 PLC 作为核心控制单元,配置 CPU 1517-3 PN/DP 处理器,具备 2MB 工作内存和 8MB 负载内存,可满足复杂工艺控制算法的运算需求。系统采用分布式 I/O 架构,通过PROFINET 现场总线连接 ET 200SP 远程 I/O 站,实现传
感器信号的高速采集与执行器的精确控制。模拟量输入模块选用 8 通道 AI 模块(6ES7531-7KF00-0AB0),用于采集温度、压力、流量等工艺参数 ;模拟量输出模块选用4通道 AO 模块(6ES7532-5HD00-0AB0),负责变频器、比例阀等执行机构的控制信号输出。
系统软件架构
发泡工艺控制实现
基础参数控制
工艺过程优化
实现了温度、压力、流量等工艺参数的高精度控制。通过模糊自适应
算法和多参数联动控制策略,显著提升了产品质量和生产效率。
我们为客户提供原料(硬泡、软泡)、板材(连续、间歇)、制品(汽车)
工艺(设计、优化)
聚氨酯相关服务(聚氨酯的事儿找我们就好)

本公众号是一个学习交流的平台,平台上部分文章为(摘要)转载,图片,均来源于公开资料,内容观点不代表本公司立场,请仅学习参考,并不用于商业目的,如有涉及侵权等,请及时告知我们(后台留言),我们会尽快处理。本公众号拥有对此声明的最终解释权。
点
阅读原文了解更多