
《山行杂咏》清代:袁枚
十里崎岖半里平,一峰才送一峰迎。青山似茧将人裹,不信前头有路行。

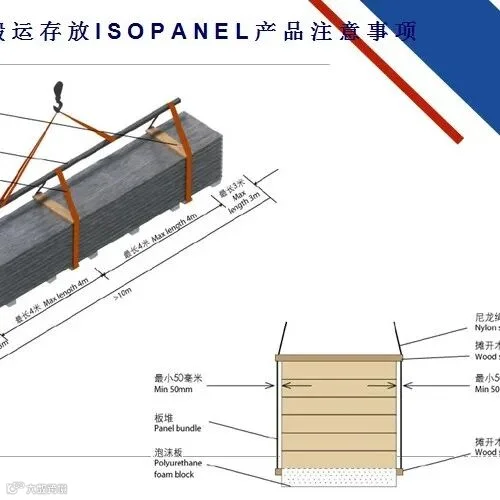
冷藏车板材
中集车辆冷藏车K2双模发泡及产线研发项目顺利通过专家组验收
资讯来源:中集车辆
20211224
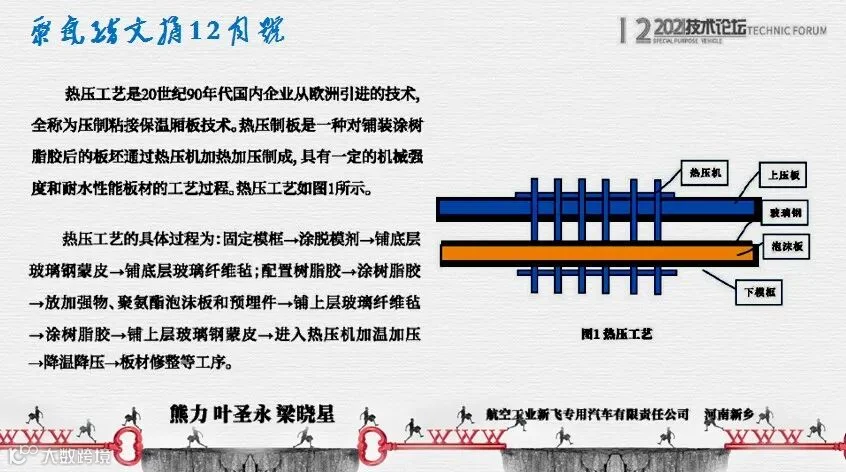
冷藏车三种制板工艺
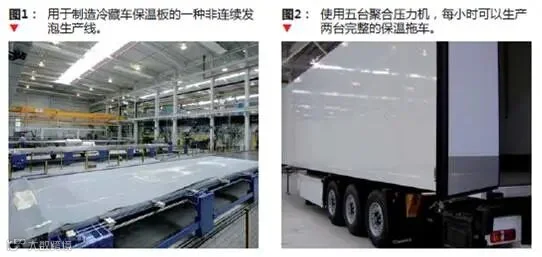
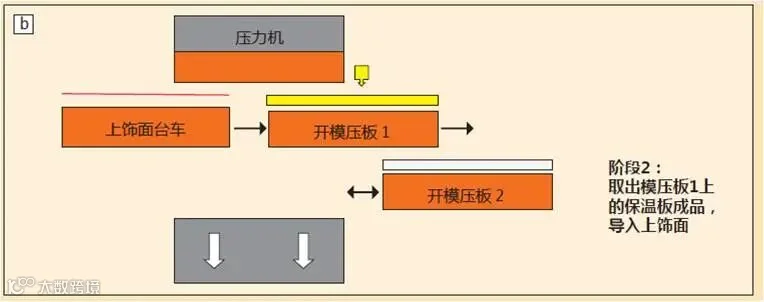
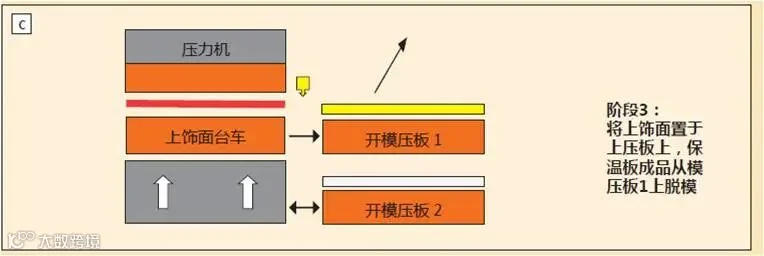
实时非连续性生产墙体和屋顶保温板的超大型工厂
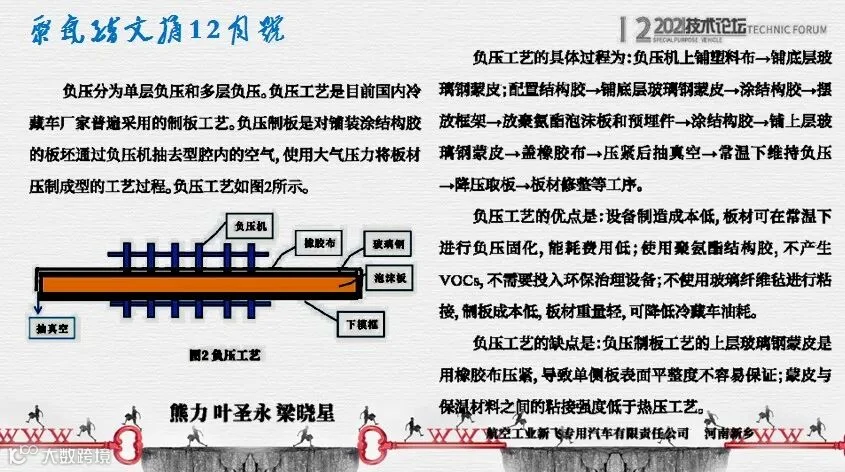
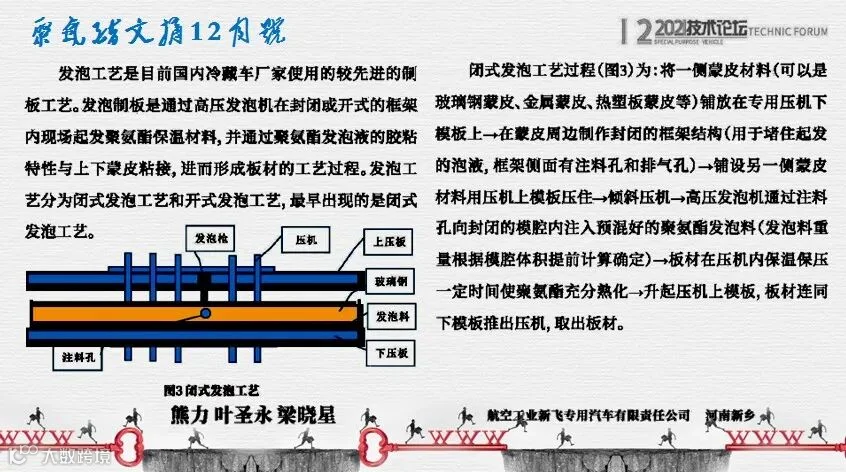
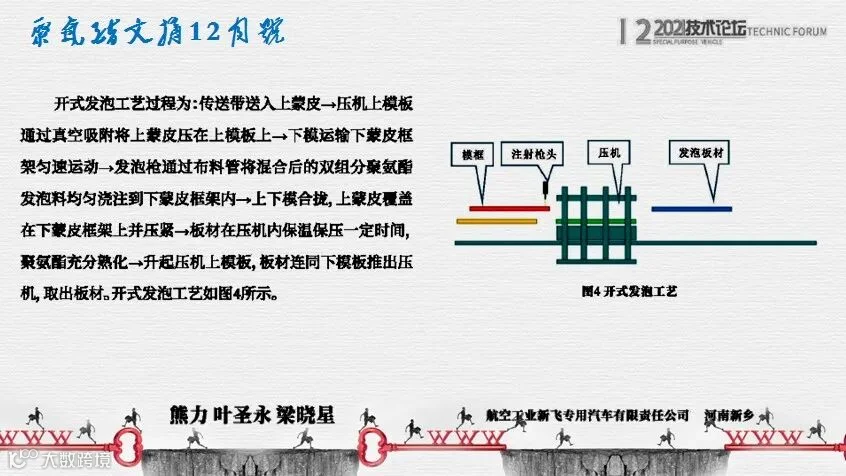
三种制板工艺:热压工艺、负压工艺、发泡工艺
对冷藏车的三种主要制板工艺进行了介绍,阐述了每种工艺的优缺点,并从多个角度进行了对比。通过对比结果, 预测了冷藏车板材压制工艺的发展方向。


中国人喝酒图片集! 来源:罕见老照片
实时非连续性生产墙体和屋顶保温板的超大型工厂
R. Verbruggen, M. Taverna
Cannon Group, Bornem, Belgium
面临的挑战
欧洲一家重要的夹芯保温板生产商要求建设一条完整的超大型建筑夹芯保温板流水线:最大需求尺寸为长20米(66英尺),宽4.2米(14英尺)。
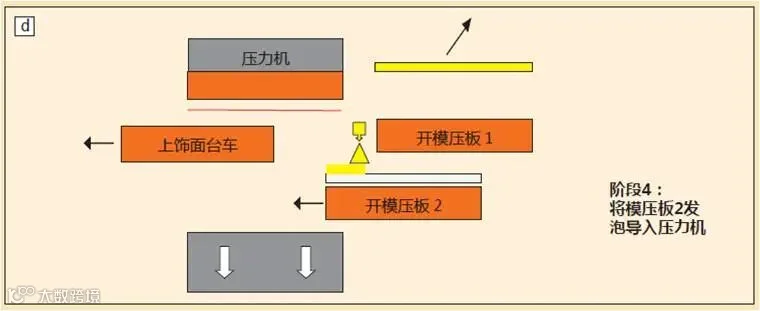
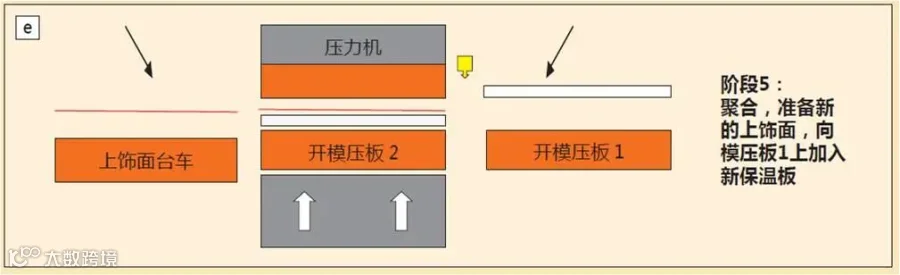
该生产线必须能够以大批量生产各种尺寸的屋顶和墙体保温板。这些PU填充保温板必须一次发泡成型,不能在内部间断。必须使用木制横梁作为侧封,而饰面则必须是钢板,屋顶材料要设计成带有“希腊回型纹”梯形图样的波纹状,墙体材料则设计成平面结构。所有这一切意味着,该生产线长达120米左右。
这些要求使其可能成为世界上最大的一次成型PU保温板生产工厂。真正的挑战不仅在于保温板的尺寸,还包括生产保温板的多样性和复杂性。
压力机内以钢板为中心的布局是设计阶段要考虑的重要方面之一,还要考虑聚合阶段的锁模力和计量系统的输出。考虑到聚氨酯的反应性以及所使用的液体沉积方法—开模具浇注系统—设备必须具备庞大的输出量能力,以便在配方的乳白时间内保证完成对整个PU泡沫材料的物料供应。此外,还得确保混合后的物料以平稳层流,无飞溅的状态流出。
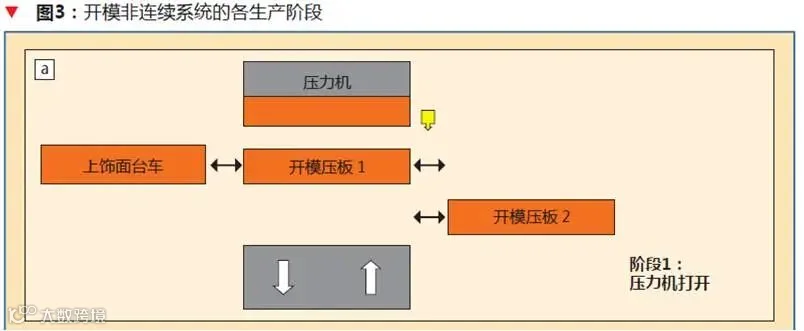
工厂采用非连续发泡方式生产保温板,用于超大型冷藏车辆的制造。
冷链骨干网络布局基本形成!
资讯来源:中华合作时报


|
|
|

|

原文:知人既以为难,自知诚亦不易。
——《贞观政要》
译文:了解他人是困难的事,了解自己也的确不容易。
摘自:每天感悟一句古语
免责声明:本(微信)公众平台所载内容为本公众号原创或网络转载,转载目的旨在传播专业知识。部分图片来源网络仅供个人欣赏学习。以上转载内容归原作者所有。如涉及内容或者图片的版权或其他问题,请与我们(后台留言)联系,本平台查核属实后将在24小时内删除,不承担任何法律责任。转载内容为作者个观点,不代表本公众平台赞同其观点和对其真实性负责。
点
阅读原文了解更多