

聚氨酯发泡工艺的好坏,对产品质量影响很大。
因此,不断关注和完善聚氨酯发泡工艺,在生产中可以降低制造成本,提高工作效率,在使用中可以减少耗电量,提高功效。
聚氨酯发泡过程是一个较复杂的物理和化学反应过程。发泡质量如果控制不好,就会造成保温性能差。
影响发泡质量的因素很多:原料的质量、温度、压力;模具的结构、大小、温度;操作人员的能力、经验;环境温度;预热温度和熟化时间的改变都会影响到发泡质量。
事实上,如果你对引发的质量问题了解越多,就越有可能防止发泡工艺过程中出问题,也只有这样才能持续稳定的生产出优质产品。
1、发泡料的合理储存
2、典型机械发泡工艺参数
一般发泡过程从原料到硬泡,体 积增大约30倍左右,这就要求原料应具有较高的流动性,随着化学反应的进行,反应混合物的粘度越来越大,而泡沫必须在凝
胶时间前完全充满空间。
3、I、P料混合比和注射量对产品质量的影响
发泡过程中要重点关注并记录,经常清洗过滤器 。各种压 力的不稳 定,混合不均匀都会造成泡沫密度不均匀,出现气泡大量聚集在某一部位或局部软泡,造成冷冻、冷藏时出现局部收缩、强度降低、保温不好、耗电等。若扒开表面金属 板时会出现白、黄 、黑的条痕 。
4、温度和时间对产品质量的影响
通常环境温度过高,发泡快,内部产生的气体不易排出,会产生气泡聚集,环境温度过低,发泡慢,体积小,密度不均匀。
模具温度的高低和均匀性直接影响反应热移走的速度,一般模温控制在40℃左右,以便泡沫迅速熟化,将成型收缩率降到最低,有助于形成总体密度的均匀性,在实际生产中由于条件的限制,模具温度控制在25~45℃左右也可,但应尽量保持温度的恒定和均匀。
一般料温和环温控制在20~30℃为好(具体发泡剂)
当料温和模温较低时,I、P料的粘度较大,流动性差,化学反应进行缓慢或不彻底,泡沫固化时间长。
在发泡料注入模具内时,应在脱模前保持较高温度环境下熟化,让化学反应进行完全。
通常发泡板厚度每增加1厘米,保压熟化时间加2~3分钟。

7-17期 分享:

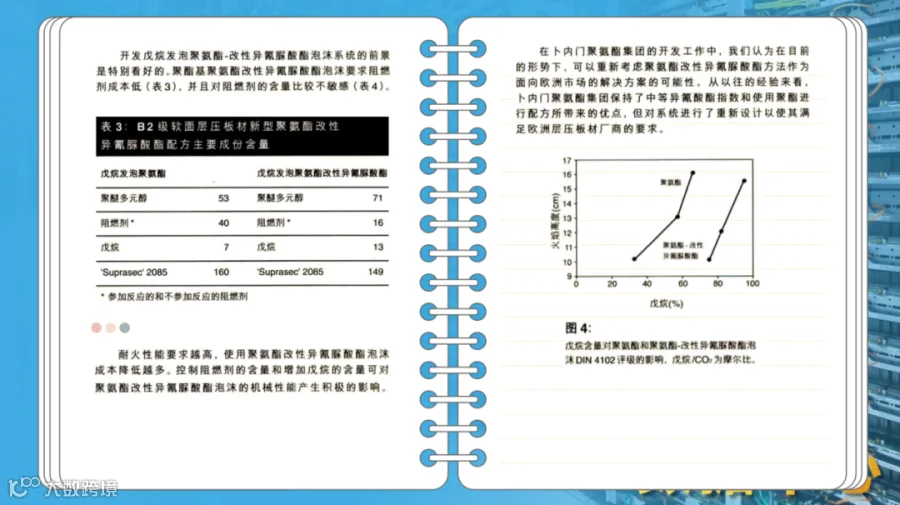
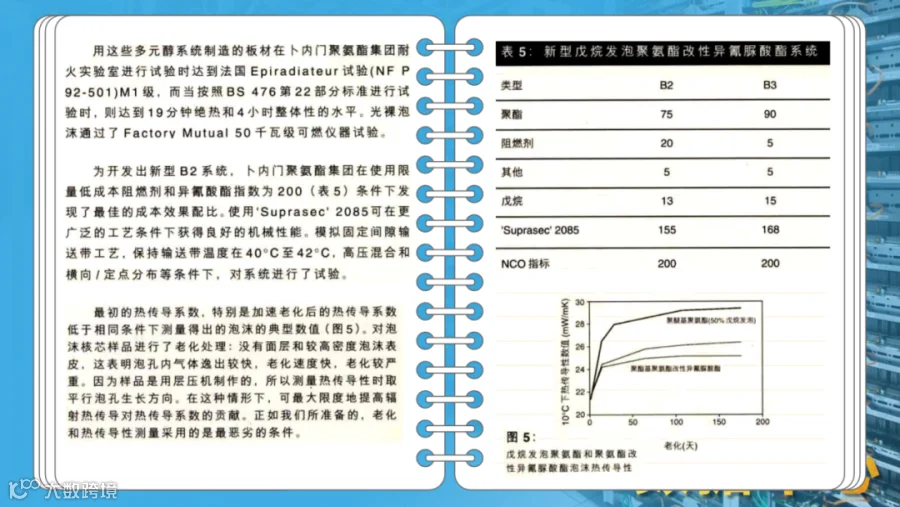
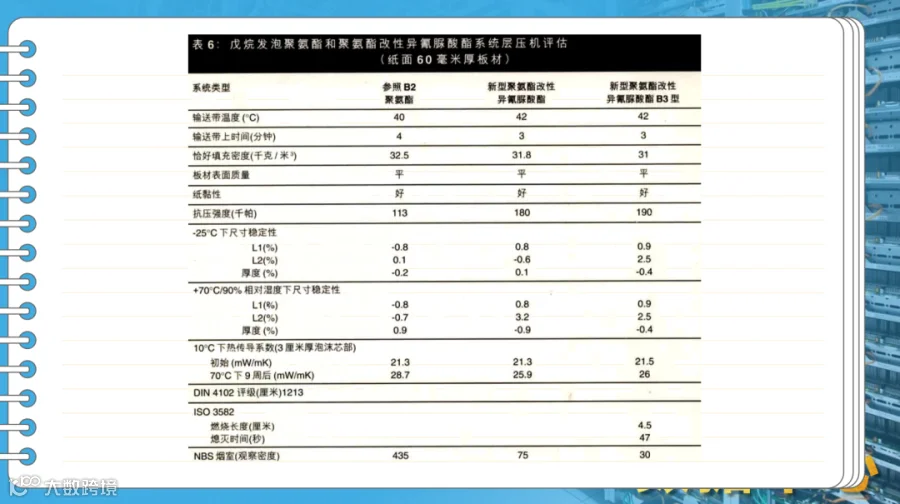
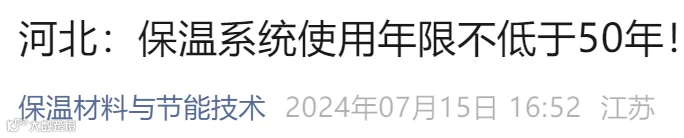
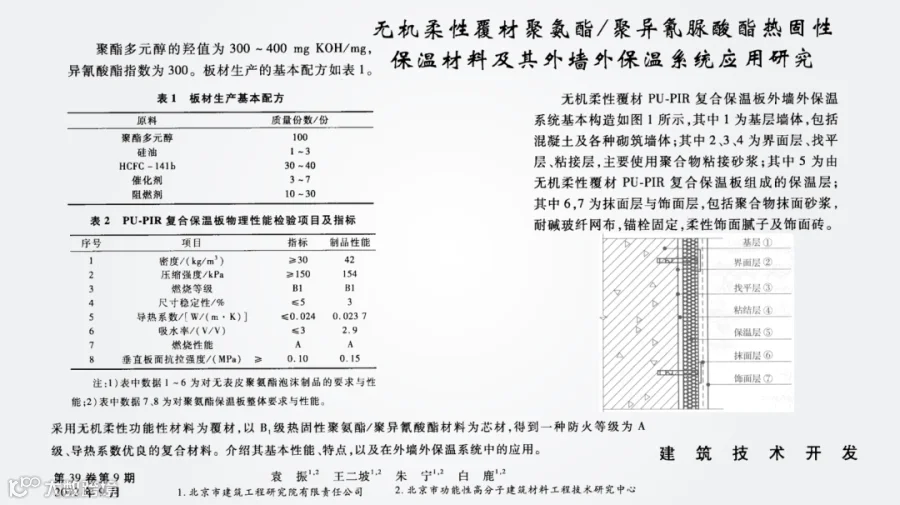
具有改善的连续层压工艺性能的PUIR
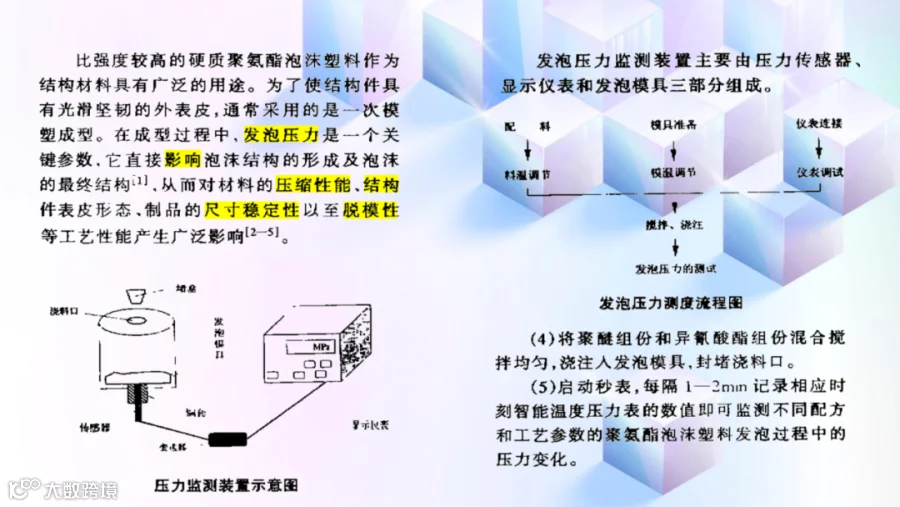
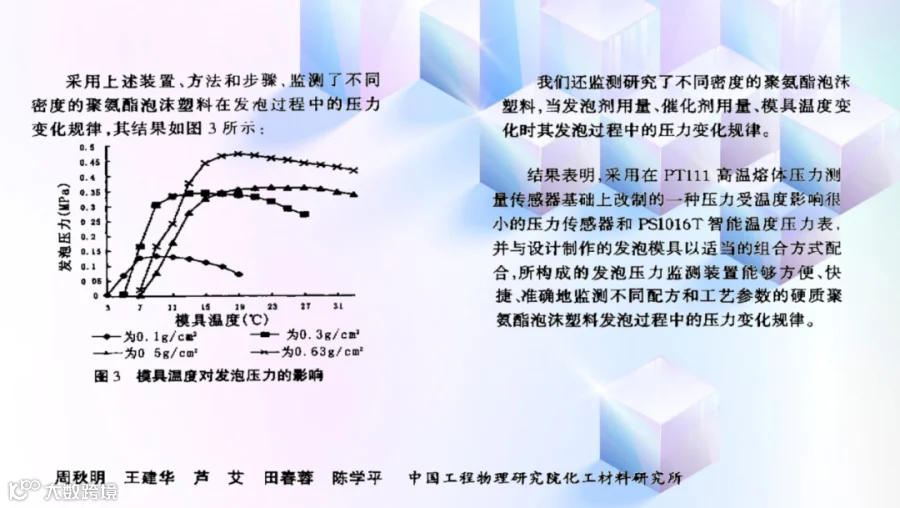
聚氨酯发泡压力的在线监测
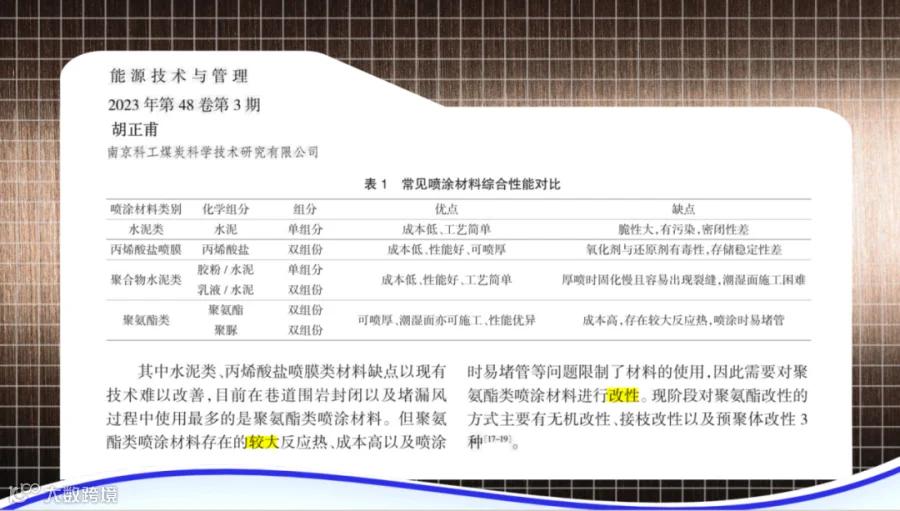
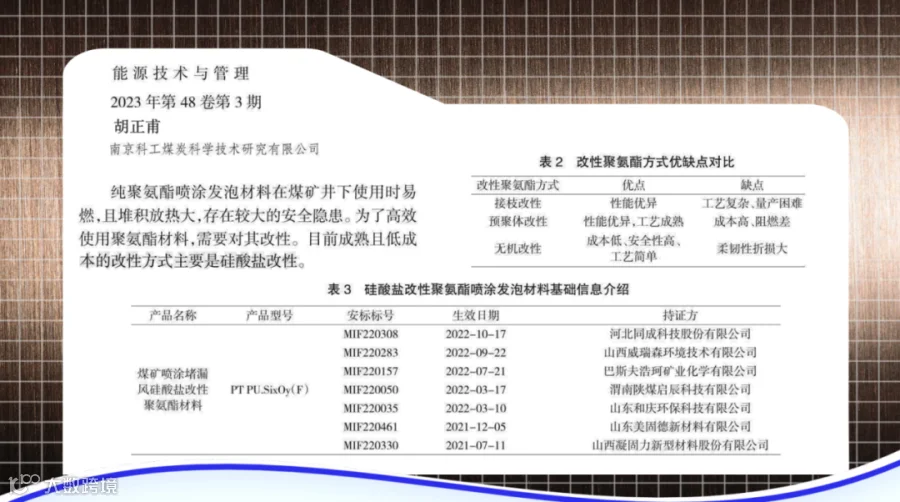
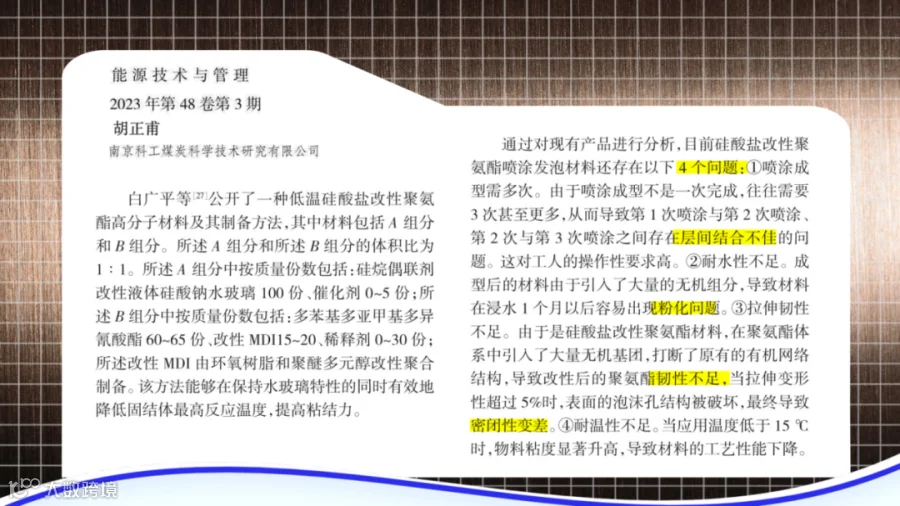
安全型快凝巷道封闭低温硅酸盐改性聚氨酯
PU故事
故事里的事儿,说是就是,不是也是。
故事里的事儿,说不是就不是,是也不是。
节选,全文请搜《保温材料与节能技术》


节选,全文请搜索《中国绝热节能材料协会》


节选,全文请搜索《碳中和学习与实践》
现存的几种常见的矿用巷道封闭材料进行解析,探讨了目前硅酸盐改性聚氨酯喷涂发泡材料存在的问题,对目前硅酸盐改性聚氨酯喷涂发泡材料的专利技术进行总结分析,诠释了硅酸盐改性聚氨酯喷涂发泡材料应用的必要性。

节选,全文请搜索《碳中和学习与实践》

事莫待来时忍,欲莫待动时制。——徐干《中论·贵验》
免责声明:本期信息、数据(节选)均来源于公开资料,内容观点不代表本公司立场,请仅学习参考,我们尊重作者的成果,如有侵权,请联系我们及时删除。
点
阅读原文了解更多