
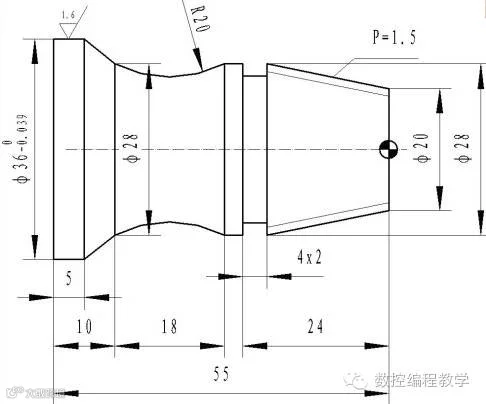
加工如图所示零件,毛坯为φ45棒料,切断刀宽 4mm,工件程序原点如图所示。
1.工艺分析
(1)确定加工路线
2.刀具的选择
根据加工要求,选用四把刀,1号为粗加工外圆车刀,2号为精加工外圆车刀,3号为切槽刀,4号为车螺纹刀。采用试切法对刀,对刀的同时把端面加工出来。
3.切削参数的选择
表1为各工序的切削速度和进给速度。
表1 各工序的切削参数
加工工序 |
刀具号 |
刀具类型 |
主轴转速S( ) |
进给速度F( ) |
|
粗车外圆 |
T1 |
外圆车刀 |
336 |
0.3 |
|
精车外圆 |
T2 |
外圆精车刀 |
475 |
0.08 |
|
切退刀槽 |
T3 |
切槽刀 |
336 |
0.05 |
|
车螺纹、凹弧 |
T4 |
螺纹刀 |
170 |
1.5 |
|
切断 |
T3 |
切槽刀 |
336 |
0.05 |
4.程序编制(数控车床为沈阳第一机床厂CAK6150D,数控系统为FANUC-0i)
确定工件右端面与轴心线的交点O为编程原点,零件的加工程序如下:
程序 |
说明 |
O0004; |
|
N1; |
工序(一)外形轮廓粗加工 |
G40G97G99T0101; |
|
M43; |
|
M03; |
|
G00X40.0Z1.0; |
|
G71U1.5R0.5; |
|
G71P10Q11U0.5W0.1F0.15; |
|
N10G00G42X0; |
|
G01Z0; |
|
X19.8 |
|
X27.8Z-20.0; |
|
X28.0; |
|
Z-45.0; |
|
X36.0Z-50.0; |
|
Z-59.0; |
|
N11G01G40X40.0; |
|
G00X100.0Z100.0; |
|
N2; |
工序(二)外形轮廓精加工 |
T0202; |
|
M44; |
|
G00X40.0Z1.0; |
|
G70P10Q11F0.08; |
|
G00X100.0Z100.0; |
|
N3; |
工序(三)切槽加工 |
T0303; |
|
M43; |
|
G00X30.0Z-24.0; |
|
G01X24.0F0.05; |
|
G01X30.0F0.2; |
|
G00X100.0Z100.0; |
|
N4; |
工序(四)锥螺纹与凹圆弧加工 |
T0404; |
|
M41; |
|
G00X30.0Z5.0 |
|
G92X28.4Z-22.0R-5.4F1.5; |
|
X27.8; |
|
X27.4; |
|
X27.2; |
|
X27.0; |
|
X26.9; |
|
X26.85; |
|
X26.85; |
|
G00X32.0; |
|
Z-27.0; |
|
M44; |
|
M98P041234; |
调用O1234子程序4次加工凹圆弧面 |
G00X100.0Z100.0; |
|
N5; |
工序(五)工件切断 |
T0303; |
|
M43; |
|
G00X40.0Z-59.0; |
|
G75R0.5; |
|
G75X0P2000F0.05; |
|
G00X100.0Z100.0; |
|
M05; |
|
M30; |
程序结束 |
O1234; |
子程序 |
G01U-1.0F0.1; |
刀具每次径向进刀1mm加工凹圆弧面 |
G02U0W-18.0R20.0; |
|
G01U3.0F0.5; |
|
W18.0; |
|
U-3.0; |
|
M99; |
子程序调用结束 |
喜欢我们,关注我们
搜索公众帐号:dotang349075916
也请您推荐给您身边他们~
