

食品厂老板们,这些场景是不是很熟悉?
卤味旺季订单堆成山,20 个工人连轴转还得推掉 30% 订单;果酱封口漏液率 3%,一天白白倒掉 50 公斤原料;换产火锅底料时,光调试包装机就耗 3 小时,错过配送窗口期……
直到接触了全自动旋转给袋式包装机,才发现包装环节能从 “拖油瓶” 变成 “盈利引擎”。这台设备不是简单的 “机器替代人工”,而是真正懂食品厂需求的 “生产线管家”,三个核心功能直接戳中行业痛点。
一、全物料适配:一台顶四台,多品类生产不折腾
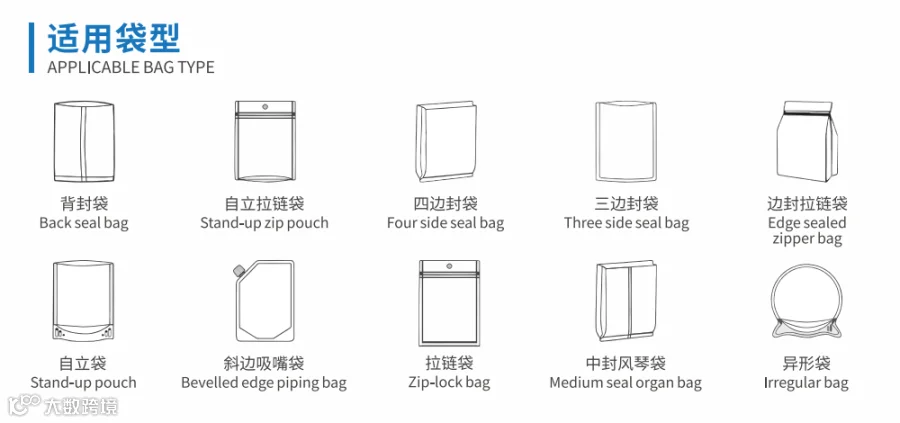
食品厂最头疼 “一品一机” 的束缚:液体线不能包粉末,颗粒机没法装酱料,换产就得换设备,车间堆得像仓库。这台机器彻底打破品类壁垒 —— 只需更换充填装置,从流体到固体全搞定:
- 液体类
:酱油、果汁等精准计量,流速可控不挂壁,某果汁厂用它包装 NFC 果汁,封口不良率从 3% 降至 0.5%;
- 颗粒类
:薯片、坚果等柔性装填,下落速度放缓至人工 1/3,碎渣率降低 80%,比人工分拣更护料;
- 粉末类
:面粉、调味品等全程密闭,粉尘回收率达 99%,符合食品车间卫生标准;
- 混合类
:火锅底料、果肉酱料等 “固液双包”,连汤带料一次封牢,解决传统设备漏汤难题。
浙江某卤味厂曾因设备局限只能产 3 类产品,换用这台机器后,轻松扩展到 8 类,旺季日产能从 3 万包飙升至 10 万包,再也不用推订单。
二、智能控本系统:从 “被动浪费” 到 “主动节流”
食品厂的隐性成本有多惊人?袋子没开好就灌料、封口温度不够漏液,一家中型酱料厂一天就能浪费 200 个包装袋 + 100 公斤原料,一年损失超 10 万元。这台机器的 “全流程检测” 堪称成本杀手:
- 实时监测 4 大关键节点
:气压不足自动停机、温控异常即刻报警、袋子未上好不启动充填、袋口未打开不进原料,从源头切断浪费链条;
- 智能决策机制
:检测到问题时,同步暂停打码、充填、封口三大模块,避免 “坏袋灌好料” 的双重损耗;
- 耗材兼容最大化
:多层复合膜、PE、PP 等预制袋,甚至库存旧纸袋都能适配,某调味品厂用它消化积压袋料,直接省出 2 万元采购费。
按行业平均水平测算,设备能降低包材损耗 90%、原料浪费 85%,一年省出的成本足够覆盖设备半台造价。
三、高效合规设计:适配食品厂 “快节奏 + 高要求”
食品生产既要抢时效,更要守规矩,这台机器的 “双轨设计” 完美适配:
- 效率拉满
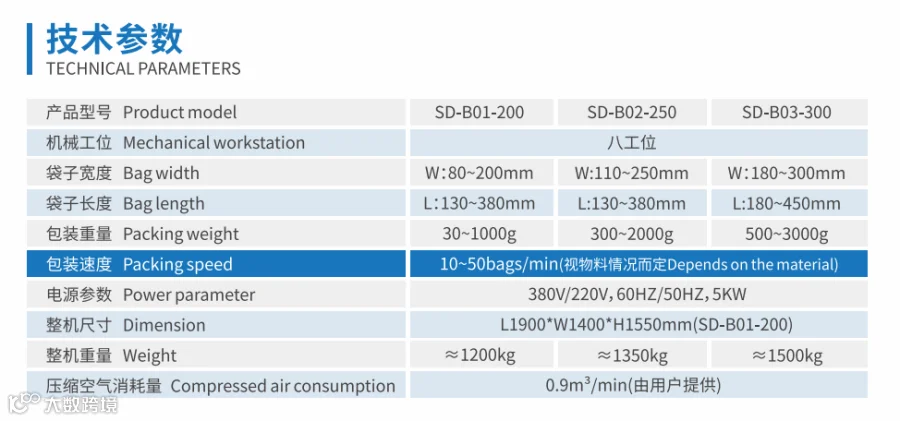
:旋转式工作结构配合 PLC 控制系统,最快可达50 包 / 分钟,比传统直线式设备提速 120%,“一出二” 机型更能同时处理两袋,单厂产能提升 3 倍;
- 合规无忧
:机身采用 304 食品级不锈钢,无缝焊接易清洁,符合 HACCP 认证要求,搭配自动打码系统实现批次追溯,某中药颗粒厂靠它通过欧盟 GMP 认证,海外订单占比从 5% 升至 35%。
更关键的是,它能与灌装机、贴标机等组成流水线,某果酱厂用整线生产后,1 台机器替代 10 个工人,产能提升 30% 的同时,人工成本降低 60%。
食品厂实测:这台设备到底香不香?
- 卤味厂
:旺季产能翻倍,利润率提升 18%,春节销售额增长 220%;
- 果汁厂
:日产能从 8 万袋增至 15 万袋,拓展 3 个商超渠道;
- 酱料厂
:漏液率从 5% 降至 0.1%,客户投诉率下降 95%。
不管你是做预制菜、调味品,还是休闲食品,只要被 “产能低、浪费大、换产难” 困扰,这台全自动旋转给袋式包装机都能精准破局。它不是一台简单的包装设备,而是能帮你扩品类、降成本、抢市场的 “生产合伙人”。
互动话题:你家工厂在包装环节最头疼的是产能、损耗还是合规问题?评论区留言你的行业 + 痛点,抽 3 家送《食品厂包装成本优化方案》!关注森达设备带您解决更多包装难题,服务热线:400-968-2889.