杨涯学
(唐山中材重型机械有限公司,质量部)
摘要:讨论了高强度螺栓扭矩系数的影响因素:在理论分析的基础上,通过试验方法研究各种因素对扭矩系数的影响规律;介绍了该研究结果在高强度螺栓连接件的制造、检验及工程质量控制方面的实际应用。
关键词:达克罗;高强度螺栓;扭矩系数;预紧力;实验研究
一、 引言
高强度螺栓连接主要应用于航空、航天、道路桥梁工程和钢结构安装等工程等重要场合。为了加强工程质量管理,GB/T50205-2001对高强螺栓连接摩擦面的抗滑移系数和螺栓连接副的扭矩系数规定了严格的验收规范。现对影响螺栓连接件扭矩系数的各种因素进行理论分析,通过试验方法研究其影响规律;并提出控制产品质量的有效方法。研究结果对高强度螺栓连接件的制造、检验及工程质量的控制具有实际意义。
达克罗(Dacrotized),又称锌铬膜涂层,具有极高的防腐蚀性,在中国国内正处在萌发阶段的清洁生产工艺和一种高新技术,被誉为国际表面处理行业具有划时代意义的新工艺。此工艺可以取代钢铁电镀锌、镉、锌基合金、热浸镀锌、热喷锌、机械镀锌。达克罗作为一种新型的表面处理方法,有以下优点
1)超强的耐蚀性能:达克罗膜层的厚度仅为4-8μm,但其防锈效果却是传统电镀锌、热镀锌或涂料涂覆法的7-10倍以上。采用达克罗工艺处理的标准件、管接件经耐盐雾试验1200h以上未出现红锈。
2)无氢脆性:达克罗的处理工艺决定了达克罗没有氢脆现象,所以达克罗非常适合受力件的涂覆。
3)高耐热性:达克罗可以耐高温腐蚀,耐热温度可达300℃以上。而传统的镀锌工艺,温度达到100℃时就已经起皮报废了。
4)结合力及再涂性能好:达克罗涂层与金属基体有良好的结合力,而且与其他附加涂层有强烈的粘着性,处理后的零件易于喷涂着色,与有机涂层的结合力甚至超过了磷化膜。
5)良好的渗透性:由于静电屏蔽效应,工件的深孔、狭缝,管件的内壁等部位难以电镀上锌,因此工件的上述部位无法采用电镀的方法进行保护。达克罗则可以进入工件的这些部位形成达克罗涂层。
6)无污染和公害:达克罗在生产加工及工件涂覆的整个过程中,不会产生对环境有污染的废水废气,不用三废治理,降低了处理成本。
但同时也有其局限性:
1)达克罗中含有对环境和人体有害的铬离子,尤其是六价铬离子具有致癌作用。
2)达克罗的烧结温度较高、时间较长,能耗大。
3)达克罗的表面硬度不高、耐磨性不好,而且达克罗涂层的制品不适合与铜、镁、镍和不锈钢的零部件接触与连接,因为它们会产生接触性腐蚀,影响制品表面质量及防腐性能。
4)达克罗涂层的表面颜色单一,只有银白色和银灰色,不适合发展个性化的需要。
5)达克罗涂层的导电性能不是太好,因此不宜用于导电连接的零件,如电器的接地螺栓等。
现国内外的许多工程越来越多使用达克罗处理的高强螺栓,增加了防腐性能,同时提高了起美化程度。
二、理论分析
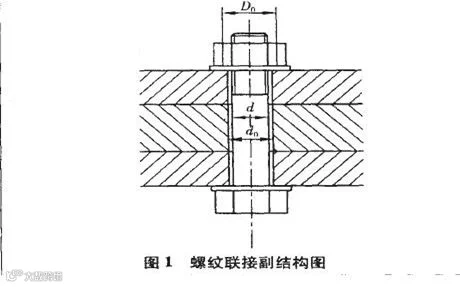
在图1所示的结构中,由于扭矩T(N.m)的作用,使螺纹连接件与被连接件之间产生预紧力P(KN),若螺纹公称直径为d(mm),则扭矩系数K为:
 ........................................(1)
K值反映螺栓连接副的扭矩与轴力的关系。如果螺栓强度一定,扭矩一定,扭矩系数越小,则产生的预紧力越大;但是如果扭矩系数越大,则产生的预紧力越小。当扭矩系数小到一定的程度,在一定的扭矩作用下预紧力超过了螺栓的强度极限,高强度螺栓就会产生断头的现象;反之,扭矩系数过大,则产生的预紧力就会过小,螺栓连接副就达不到锁紧的功能,连接副就会产生松动。要使预紧力在一个标准的范围内,则产品的扭矩系数就要限定在一个规定的范围内,目前钢结构工程施工规范中规定扭矩系数K=0.110-0.150,标准偏差小于等于0.010。
扭矩系数属于摩擦系数的范畴,是指在扭转状况下的摩擦系数。通过螺纹间以及支撑面与加紧面的摩擦力的大小来决定扭矩系数的大小。摩擦分有效摩擦和无效摩擦两种。螺栓与螺母之间的摩擦是有效摩擦,通过施加扭矩,有效摩擦会使螺栓螺母逐渐锁紧,对安装起积极的作用,而垫圈与夹紧面的摩擦是无效摩擦,因此在安装时应尽量减少和避免。
三、影响扭矩系数的因素有很多,主要是三个方面:
1.螺纹之间配合松紧度是重要影响因素,我们进过反复试验,螺纹间配合松的扭矩系数就小,反之扭矩系数就大(扭矩系数有随螺纹配合松紧度的增大而减小的趋势)。
根据文献【2】【3】中的力学分析可知,螺栓连接副的扭矩为:

..................................................(2)
式中,d2为螺纹中径,d0为螺栓孔直径(或垫片内径),D0为螺母支撑面的外径;λ为螺纹升角,φv为螺旋副的当量摩擦角,f为摩擦面的摩擦系数,β为牙型半角。
由(1)(2)、量时可推知

........................................(3)
式(3)反应扭矩系数与螺栓连接副的各种结构参数、螺纹要素及结合表面的质量关系。在推导过程中,将内外螺纹间的摩擦系数和螺母与支撑(或垫片)结合面的摩擦系数使胃相等,忽视了螺栓头与支撑面间的摩擦问题,没有考虑螺纹的配合精度及摩擦系数的变化规律等问题。另外,该表达式过于复杂,且有些影响参数不便于实际检测,因此在工程测试中不实用,一般只适宜在近似估算中实用。
2. 不同表面处理对扭矩系数的影响很大,从经常实用的几种表面处理状况来看,不同的表面处理扭矩系数相差很大:见下表
表面处理种类 |
扭矩系数及状态 |
达克锣 |
0.18-0.25(干燥不润滑) |
磷化 |
0.18-0.25(干燥不润滑) |
发黑 |
0.25-0.30(干燥不润滑) |
磷皂化 |
0.13-0.18(干燥不润滑) |
镀锌 |
0.25-0.30(干燥不润滑) |
3.表面润滑是对扭矩系数影响最主要的指标:
同一种表面处理,做润滑与不做润滑,扭矩系数差别很大,例如,达克罗涂覆镀层,润滑后的扭矩系数一般均可控制在0.11-0.15范围内,而且可以根产品的要求做不同的封闭润滑将扭矩系数控制在客户要求比较狭小的范围内;但不做润滑的达克罗镀层,经过反复试验,一般扭矩系数在0.15-0.20范围内。
加润滑剂前的试验结果,以M16*55为例
编号 |
预紧力/KN |
扭矩/Nm |
扭矩系数 |
平均扭矩系数 |
标准偏差 |
1 |
105 |
193 |
0.115 |
0.119 |
0.0038 |
2 |
104 |
199 |
0.119 |
3 |
104 |
190 |
0.114 |
4 |
105 |
196 |
0.117 |
5 |
104 |
203 |
0.122 |
6 |
104 |
209 |
0.125 |
7 |
105 |
199 |
0.118 |
8 |
104 |
204 |
0.122 |
加润滑剂后的试验结果:
编号 |
预紧力/KN |
扭矩/Nm |
扭矩系数 |
平均扭矩系数 |
标准偏差 |
1 |
105 |
193 |
0.115 |
0.119 |
0.0038 |
2 |
104 |
199 |
0.119 |
3 |
104 |
190 |
0.114 |
4 |
105 |
196 |
0.117 |
5 |
104 |
203 |
0.122 |
6 |
104 |
209 |
0.125 |
7 |
105 |
199 |
0.118 |
8 |
104 |
204 |
0.122 |
经过近千余套达克罗高强螺栓试验,发现加入润滑剂后能有效降低其扭矩系数。在安装过程中也可以在螺栓与垫片的接触面上涂少许润滑油。
4.试验方法的影响
试验时扭矩扳手应均匀加力,这样反映出来的数据比较正确,当逐次增加扭矩,每次一个档位时,在抵抗静摩擦时以消耗殆尽,这样反映出来的数值是0或略微上调,数据严重失真。造成偏差的原因是静摩擦与动摩擦的区别。钢铁静摩擦系数(润滑条件下)为0.1-0.12,而动摩擦系数为0.05-0.1(这样指平行移动,在旋转施力时摩擦系数变化更大)。
5. 扭矩系数测定时必须注意的几个问题:
a,批号:每批高强螺栓连接副的生产批号、材料批号、表面处理批号要一致,三个批号一致时扭矩系数离散度才小。
b,设备及调试
1)轴力机、扭矩扳手等测试设备要求选用精度高的产品。
2)扭矩扳手测试前必须经过校验。
3)轴力机要在检定有效期之内。
c , 测试方法:在测试时加载必须连续、均匀的增加,这是很重要的一条。同时在测试中垫圈不能发生转动。
d, 扭矩系数及扭矩推荐值,这是生产单位的实验数据,仅作参考。而正式安装时的环境、气候、日期等条件变化,推荐值会有所变化,实际安装时应以实际测定为准。
四、总结
现在国内的高强螺栓扭矩系数检验都是参照GB/T1231-2006检验的,但对于经过表面处理的高强螺栓暂时还未有对应的标准。这是我们做紧固件检测的一大缺失。
另外关于达克罗处理工艺国内尚不成熟,还需同行进行钻研,不能保证扭矩偏差在0.010之内。
达克罗高强螺栓在国内应用越来越广泛,还需我们一直努力。
参考标准: 1. GB/T50205-2001钢结构工程施工质量验收规范 [S].
2. 卜炎+螺纹联接设计与计算[M] 北京-)高等教育出版社.1995
3. 濮良贵,机械零件[M].北京:高等教育出版社.1996
4 蒋寅+网架高强度螺栓性能检验方法的研究[J].建筑科学,1996(6)

扫码关注我们,为您提供源自德国紧固连接领域卓越紧固连接(拧紧)设备、技术咨询服务以及培训服务。 
关于兹懋 (原Zwick China紧固技术业务单元)
作为德国顶级紧固技术在中国的代言人,旨在通过引进最先进的紧固技术助推中国先进制造业的发展。兹懋是来自德国的Kistler Remscheid (原Schatz)、ECM Datensysteme、AFS先进连接技术研究所驻中国的全权代表机构。提供源自德国的螺纹紧固连接检测、校准、分析的仪器设备,以及紧固连接全寿命周期的解决方案,并定期举办专业的紧固培训研讨会,深受业内好评 |
 兹懋Zmart
兹懋Zmart