
本文专门研究了《拧紧策略对航空发动机单螺栓连接预紧力的影响》,非常值得一读,小兹在此与大家分享,分4期连载,每期连载的最后都会附上兹懋专业的点评,欢迎品鉴交流。
第一期连载主要介绍了实验系统的构成,包括实验件设计、自动拧紧系统、预紧力检测系统的详细介绍。
第一期原文链接:连载一 │ 拧紧策略对航空发动机单螺栓连接预紧力的影响
这一期,将主要探讨不同拧紧控制方法的试验对比。
国内航空发动机中目前最广泛使用的螺栓拧紧方法是扭矩控制法,虽然扭矩-转角控制法相较扭矩控制法更复杂,但由于其原理是间接控制螺栓的伸长量,因此受摩擦条件的影响非常小,可实现更精准的预紧力大小与分散度控制。
本节以扭矩法和扭矩-转角法作为研究对象,通过实验方法确定了两种拧紧控制方法的工艺参数,并对拧紧后的预紧力进行了对比分析。
在使用扭矩扳手进行拧紧时,拧紧扳手力矩T被用来克服螺纹副摩擦力矩T1和螺栓(或螺母)与被连接件(或垫圈)支承面间的端面摩擦力矩T2。
扭矩系数的大小和变化规律对螺栓连接的设计、制造、安装等环节具有重要指导意义,然而在实际工程中是不稳定的,它会受到润滑条件、螺栓连接结构、零件表面加工精度、拧紧速度、环境温度等因素的影响,通过工艺实验确定各类因素对 K 值及其稳定性的影响对于保证螺栓预紧力数值大小及一致性,提升螺栓连接结构性能稳健性具有重要意义。
由(4)式可知,拧紧扭矩与预紧力呈线性关系,但在不同工况条件和拧紧工艺参数条件下,其线性因子(拧紧扭矩系数 K )会发生变化。因此,扭矩法拧紧工艺研究的核心是准确得到不同工艺条件下的拧紧扭矩系数 K 。
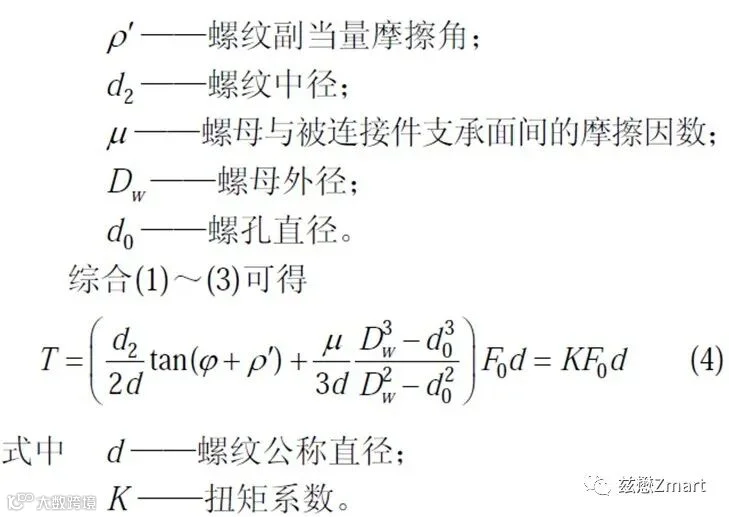
本研究中设定的拧紧工艺条件见表 2,选择目标扭矩为 5~40 N·m,对 M8 螺栓进行 8 次不同目标扭矩的重复拧紧,每次拧紧后对实际拧紧扭矩和预紧力进行检测和记录。
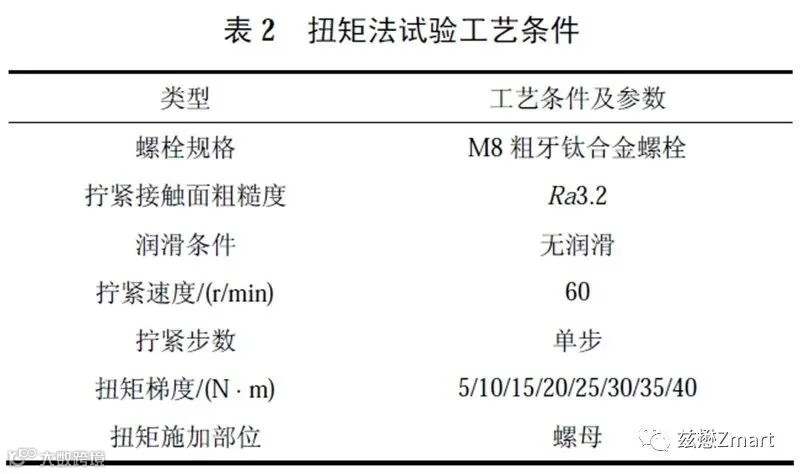
根据实验结果得到的拧紧扭矩-预紧力拟合关系曲线如图2 所示,其线性拟合关系式为
F =194.51T (5)
线性拟合优度为0.992 5,拟合程度较好,预紧力与拧紧扭矩基本符合线性关系,求得此工艺条件下拧紧扭矩系数K=0.642。
单螺栓扭矩-转角法拧紧工艺
使用扭矩-转角法进行控制拧紧时,首先将螺栓(或螺母)拧紧到一个初始扭矩,然后在此初始扭矩的基础上再拧紧一定的角度。因此,扭矩-转角法拧紧工艺的核心是初始扭矩以及预紧力-转角关系的确定,如果设定的初始扭矩过小,转角控制开始时,结合面仍然没有实现紧密贴合,导致之后预紧力-转角并不是严格的正比例关系,使预紧力发生较大偏差;如果设定的初始扭矩过大,会导致扭矩法控制拧紧的比例增大,即摩擦因素带来的误差变大,也会对预紧力精确控制带来不利影响。
拧紧扭矩-预紧力拟合关系
为确定扭矩-转角法的初始扭矩,首先给定一个较小的初始扭矩(在此初始扭矩下被连接件不会发生紧密贴合),然后在此基础上进行多次不同转角值的扭矩-转角法拧紧,每次拧紧完成后对实际拧紧扭矩和预紧力进行检测与记录,进而绘制出此初始扭矩条件下的转角-预紧力关系曲线,通过数学手段找到曲线的拐点,该拐点对应的扭矩即可确定为此工艺条件下扭矩-转角控制法的初始扭矩值。螺栓在拐点后的预紧力可以由下列公式计算:
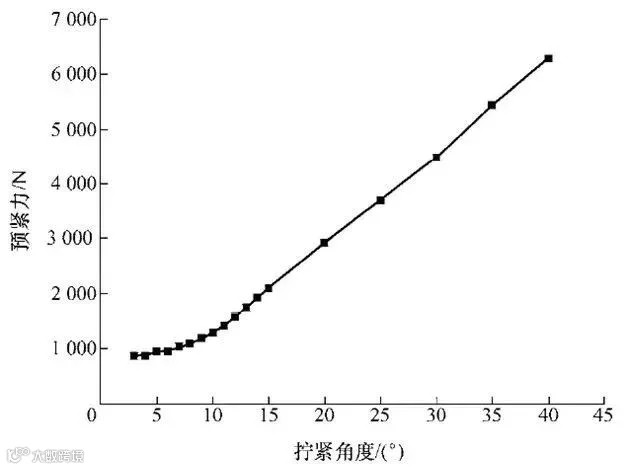
本实验中,使用的工艺条件及装置与2.1节中完全一致,设定的较小初始扭矩为2 N·m,转角设置为3°~40°。绘制得到2 N·m 初始扭矩条件下拧紧角度-预紧力关系曲线如图3 所示。通过对实验数据结果进行计算分析可知,拧紧角度-预紧力曲线的拐点大致在拧紧角度为13°位置,此时对应的拧紧扭矩为9.92 N·m。根据以上分析确定,此种工艺条件下,初始扭矩在9.92 N·m左右,对其取整后确定初始扭矩为10 N·m。
拧紧角度-预紧力关系曲线
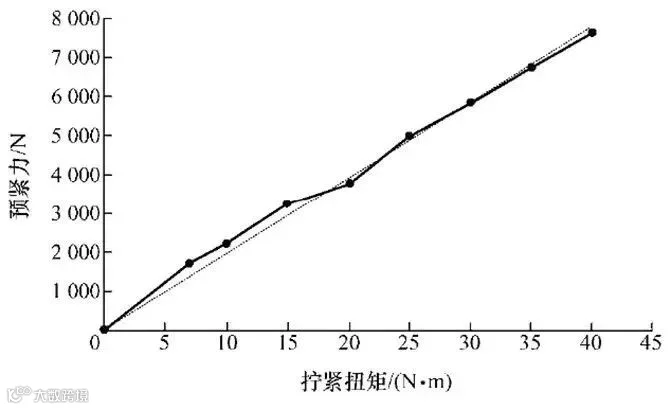
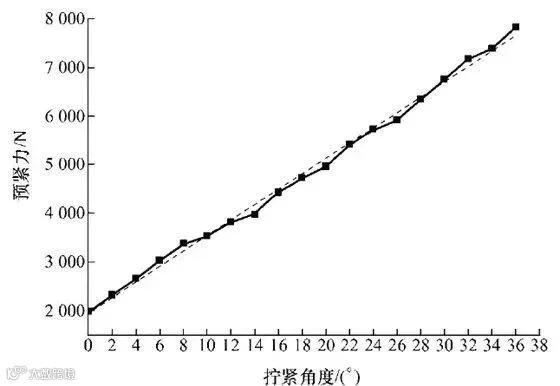
为了对初始扭矩的可靠性进行验证,并确定实际转角-预紧力关系,以10 N·m作为初始扭矩,按照一定的角度梯度,使用扭矩-转角控制法进行多次重复拧紧,根据实验数据结果,绘制得到10 N·m初始扭矩条件下拧紧角度与预紧力关系曲线如图4所示。对图 4 中的数据点进行线性拟合,得到拧紧角度与预紧力的线性关系式为
F = 158.7θ +1 951.6 (9)
线性拟合优度为0.996 2,可见拟合程度较好,即代表初始扭矩为10 N·m 时,拧紧角度与预紧力基本符合线性关系,可靠性较好。
10 N.m初始扭矩条件下拧紧角度与预紧力关系曲线
扭矩法与扭矩-转角法拧紧质量对比分析
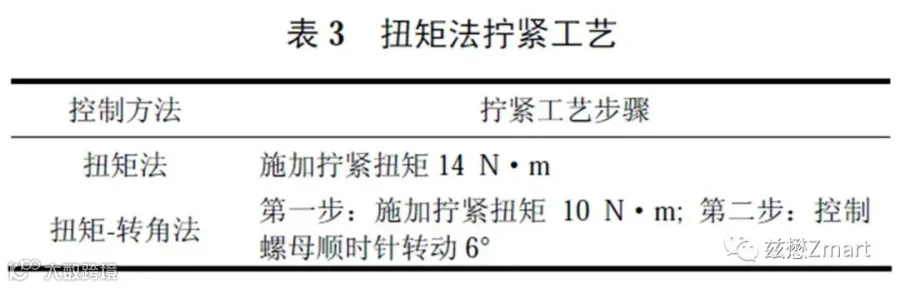
通过上述扭矩法和扭矩-转角法拧紧工艺实验,确定了此种工艺条件下,使用扭矩法拧紧时的拧紧扭矩-预紧力关系和使用扭矩-转角法拧紧时的初始扭矩以及转角-预紧力关系。在此基础上,为了对两种拧紧控制法的拧紧效果进行对比分析,以3 kN预紧力作为拧紧目标,分别用扭矩法与扭矩-转角法工艺对一组螺栓进行拧紧,检测拧紧后的预紧力。根据 2.1 与2.2 中对两种拧紧方法的工艺研究,确定目标预紧力为3 kN 时,扭矩法和扭矩-转角法工艺如表3 所示。
根据实验数据得到不同拧紧控制方法拧紧预紧力分布如图5 所示。对重复拧紧时预紧力的分布情况进行分析,在使用扭矩法拧紧时,10次拧紧预紧力平均值为2 940 N,与理论目标值相差60 N,十组拧紧数据的标准差为160 N;使用扭矩-转角法拧紧时,预紧力平均值为3 016 N,与理论目标值相差16 N,十组拧紧数据的标准差为57 N。因此可见,在此种工艺条件下,使用扭矩-转角法进行拧紧,预紧力数值比使用扭矩法拧紧时更接近理论目标值,并且预紧力分散程度也更低,以预紧力为评价指标,扭矩-转角法相较扭矩法拧紧质量更高,原因是扭矩-转角法先通过施加扭矩让结合面紧密接触,克服了初始表面凹凸不平等不均匀因素,之后施加转角,避免了摩擦阻力对螺栓轴向伸长量的影响,导致预紧力控制更精确。
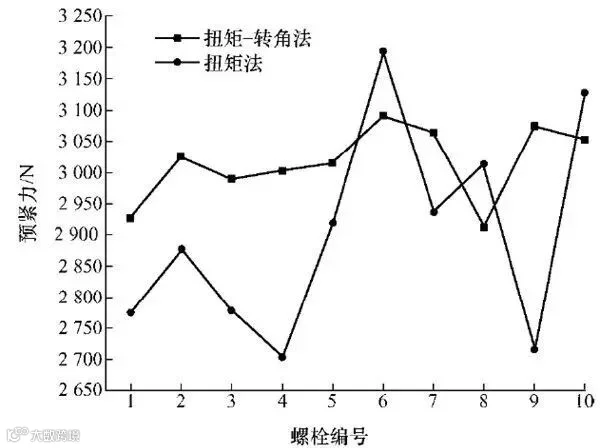
不同拧紧控制方法拧紧预紧力分布对比图
懋博士:
该试验的思路与常规的汽车行业中拧紧工艺制定方法还是存在一定的差异。汽车拧紧工艺的制定方法,主要采用兹懋的模拟装配试验机进行模拟装配,根据模拟装配的结果进行扭矩法和扭矩转角法拧紧工艺的制定工作。

500Nm拧紧装配及超声波轴力测量系统
该试验也是通过模拟装配进行试验,但是数据处理方法上存在一定的差异,例如对初步拧紧扭矩的制定方法上,是否考虑样本的偏差等因素。
无润滑钛合金螺栓螺母和被连接之间连接的扭矩系数K达到0.6以上,比正常计算拧紧扭矩的情况下,扭矩系数高很多。
预知后续试验结果和分析评价,敬请期待下一期连载。

