
弯曲,这两个字的出现似乎永远伴随着紧固件制造者的阵痛,那么首先我们得先了解什么是螺栓弯曲变形,弯曲形成的过程以及弯曲造成的影响。
在外力作用下,螺栓的回转体中心轴线由直线变成弯曲的状态,称之为弯曲。

螺栓的弯曲变形总体而言发生在这几个比较常见的工序:
1、冷镦成型时,由于模具中定径带直径圆柱与底孔圆柱的同轴度误差较大时,束杆越长,塑造过程中发生弯曲的可能性便会越大;
2、热处理:这是一个最常见的零件发生弯曲的工序,在热处理时,常用的网带炉上料时往往是堆叠上料的方式,在淬火工程中,积压在最底部的零件是极有可能发生弯曲的。
3、搓牙:搓牙的工作原理是利用两块牙板配合挤压螺杆使之产生螺牙形状,理论上这个过程是一个自校直过程,但是,有一种状态是当螺杆头部和非螺纹区域存在弯曲时,搓牙后,虽然搓牙位置直了,但是相对于头部而言,依然是弯曲的状态,甚至会发生评价位置与基准位置轴线偏差更大的情况。
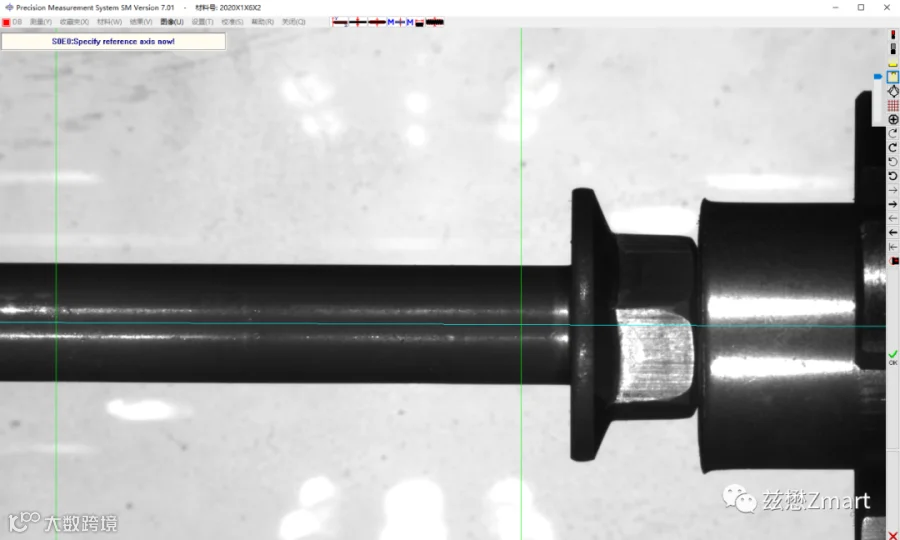
搓丝前
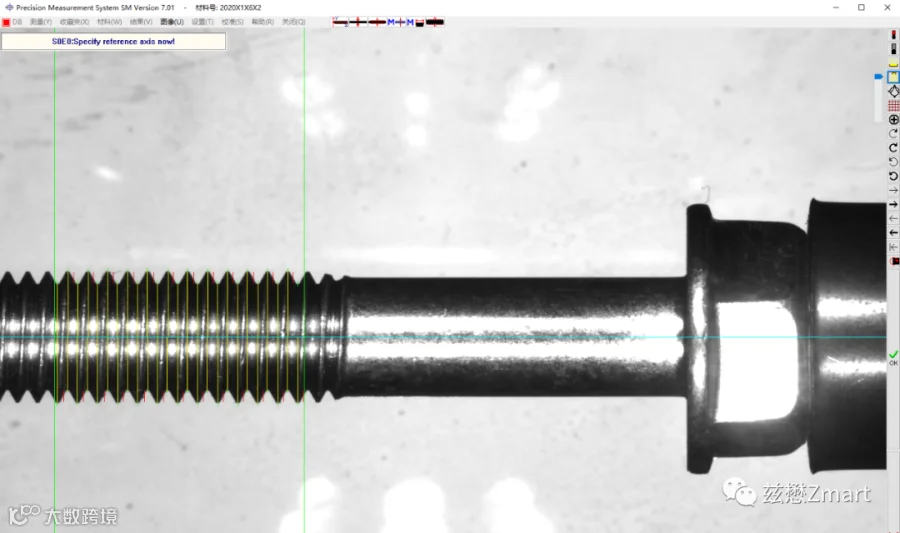
搓丝后
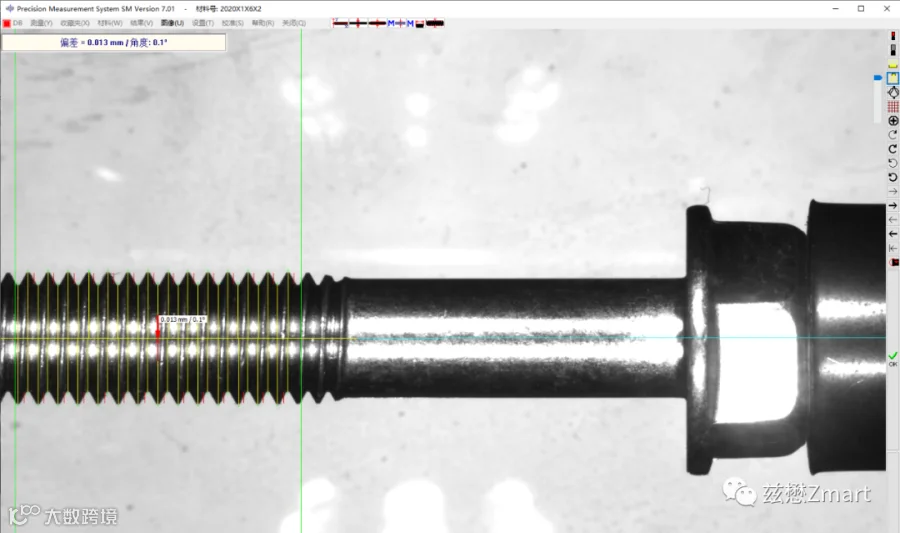
偏差
螺栓弯曲变形的直接提现为垂直度或直线度超差,也可理解为中心轴向相对于理论中心轴线发生了偏移,产生了夹角,当零件弯曲在装配过程中会发生安装不到位的现象,甚至是安装不进去的现象,这种假的贴合可能会发生松动、甚至是螺栓的断裂。
当前在紧固件中对于弯曲常见的管控方式为通过直线度的要求来约束零件的形变。
直线度通常所说的平直程度,表示零件上的直线要素实际形状保持理想直线的状况。直线度公差是实际线对理想直线所允许的最大变动量。
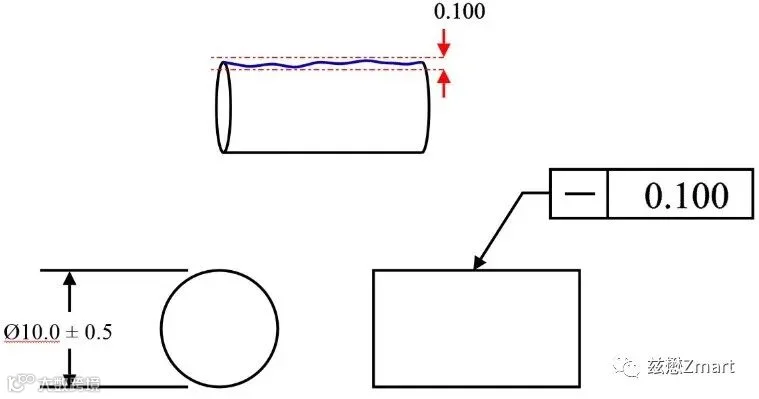
由上图可见,管控直线度的方式可以有效的对螺栓的弯曲变形进行监控,但是,对于研发阶段而言,我们还不知道每个工序之间是否会对弯曲产生影响,这个时候,如果有一个冷成型时基准轴线作为参考,测试每道工序之间的差异便可以直接的观察到变形和相对于中心轴线的偏差了。
某紧固件生产公司在研发阶段时做一批新产品时,对于产品的轴向偏差要求比较高,在现阶段,为了确定轴线的偏差,目前只能够通过三坐标来进行测量,以监控零件的中心轴线在不同工艺下的变化量是多少,以此用来间接的得出是哪些工艺过程对轴向偏差产生了较大的影响。
对于螺栓的测量,在三坐标测试过程中,一般需要固定的工装夹具将螺栓提前固定之后建立基准、寻找中心轴线,再通过测量被测工件的轴线计算与之前的基准轴线的偏差角度来实现。
这个测量过程需要进行多次的换针、不同方向的探测,往往时间上花费会比较久,且进过多次装夹后,来自测量自身的误差往往会干涉结果的准确性,既费事也费力。最后得出的结果无法得出准确的偏差。同时,对于验证而言,通常需要生产数件产品,才能测试准确。

ECM全自动光学螺栓测量仪的轴向偏差功能是基于研究紧固件前后工序位置形变量的原理开发出来,它的测试仅仅需要两步,便可以测量出前后工序对轴向位置的偏差造成的影响,其测量原理是通过拟合轴线作为基准,然后放置实物进行比对的方式,这种方式能够在极短的时间内测试出基准和被测之间的轴向偏差。
测试的步骤可以细化为以下几步:
1. 实物准备:以研究搓丝造成的轴向偏差为例,我们需要准备一个光杆零件,即未搓丝之前的零件和一个搓完丝的工件。
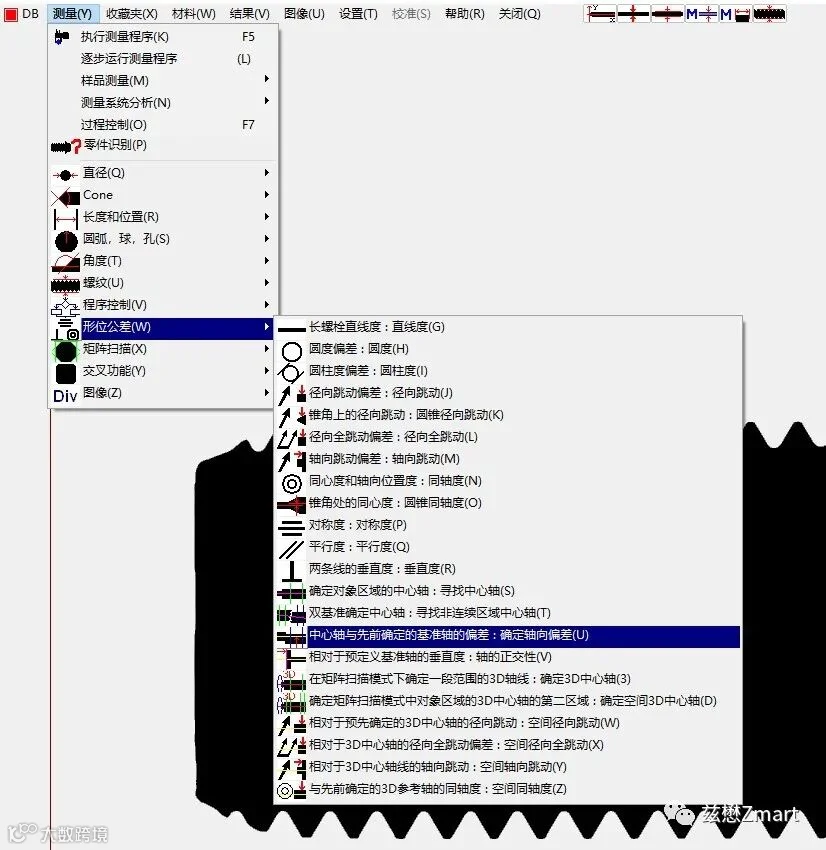
2. 软件功能:使用“中心轴与先前确定的基准轴的偏差”功能。
3. 测试步骤:
(1) 先测量光杆零件,查看评价位置与基准轴的中心偏差。
(2) 放置搓丝以后的零件,查看螺纹位置与基准轴的中心偏差。
(3) 对比两组数据值可以直观发现不同工艺后产品关键位置的中心轴变化量。
与传统测量方式,例如偏摆仪、三坐标,ECM在测量时间上具有绝对的优势,同时,贴合紧固件开发的软件与紧固件的兼容性强,用户在实际测量过程中无需做过多的设置,只需要简单的命令即可测试出复杂的尺寸,如轴向偏差,在研究偏差时,无需生产多个零件,只需要有基准零件的参考,便可以实时完成测量比对。
关于ECM更多咨询:
关于兹懋 (原兹韦克中国的紧固技术业务单元)
作为德国领先紧固技术在中国的代言人,旨在通过引进最先进的紧固技术助推中国先进制造业的发展。兹懋是来自德国的Kistler Remscheid (原Schatz)、ECM Datensysteme、AFS先进连接技术研究所驻中国的全权代表机构。提供源自德国的螺纹紧固连接检测、校准、分析的仪器设备,以及紧固连接全寿命周期的解决方案,并定期举办专业的紧固培训研讨会,深受业内好评。
