编者按:前段时间本公众号发表一篇技术文章《锁紧螺母摩擦系数真相分析》,引起了强烈的反响,不到一天时间阅读量达到500+,同时,不少同行在微信群和公众号留言讨论相关的问题。这篇文章吊起来大家的胃口,引起了广泛的讨论,感觉对这个问题大家意犹未尽。针对大家的讨论公众号也进行了一些回复,由于大家对这个问题的关注,正好最近发现一篇国外的过于该问题的技术文章,拿过来与大家分享。
文章的原文标题如下,大家有兴趣的可以联系我们获得原文,本文主要对该文章进行翻译,供大家参考。
约翰·D·雷夫,理学硕士。1
摘要:本文介绍了计算螺栓/螺母总成摩擦系数和计算扭矩规格的程序,包括紧固件具有锁紧扭矩的情况
关键词:紧固件扭矩,有效扭矩,扭矩计算,头部表面处理,螺纹表面处理
前面一篇文章《锁紧螺母摩擦系数真相分析》分析了锁紧螺母在小拧紧扭矩设定时候需要考虑的因素。在兹懋摩擦系数拧紧试验机上测试自锁螺母的摩擦系数可以明显看出随着拧紧扭矩的增加螺纹摩擦系数出现下降。

兹懋Analyse摩擦系数试验机
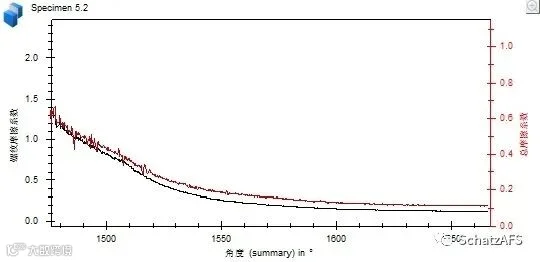
自锁螺母螺纹摩擦系数曲线
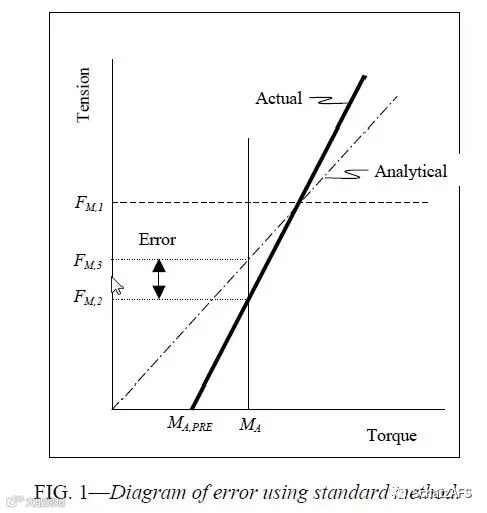
下面就分析出现这种情况的原因以及对于自锁螺母如何来计算自锁螺母的拧紧扭矩。


















讨论

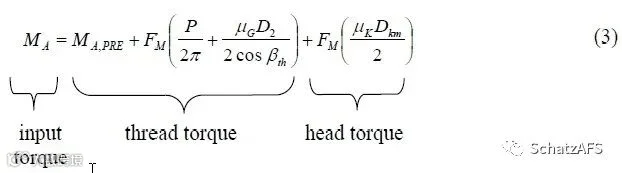
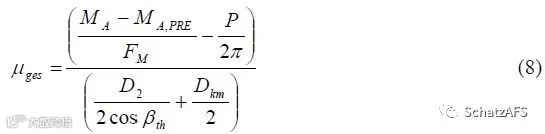
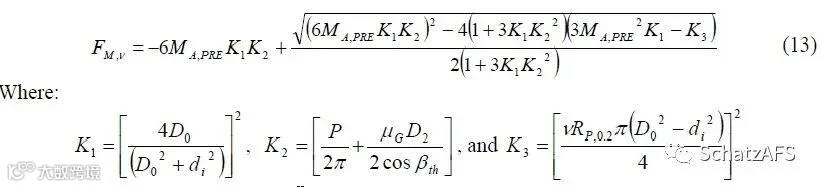
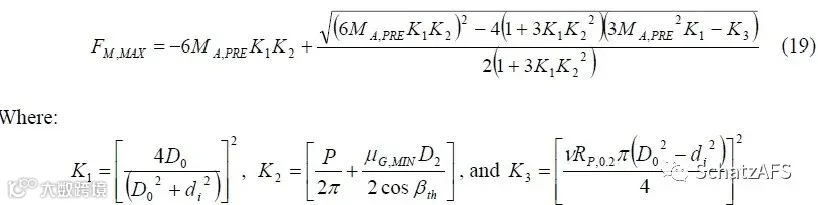
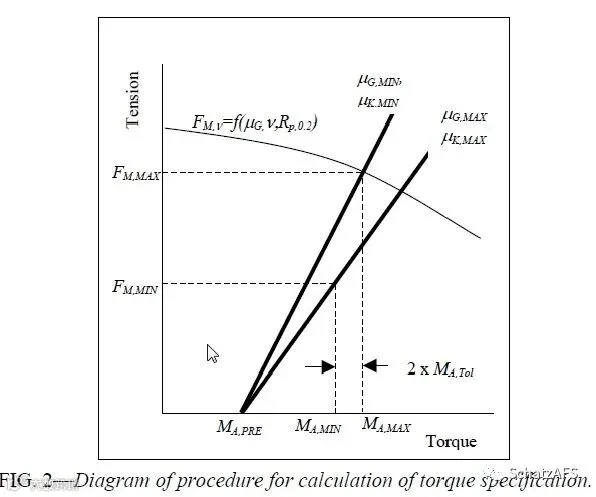
这些方程的是描述紧固件装配过程中扭矩和张力之间关系所常常采用的计算公式:



定义
下面是使用的术语列表。大多数术语与VDI 2230程序中使用的术语一致。
A0 |
螺栓最小截面积 |
AS |
根据ISO 898-1螺栓螺纹的有效拉伸应力横截面 |
D0 |
最小截面处螺栓外径,A(Ds或DT中的较小者) |
D2 |
螺栓螺纹中径 |
D3 |
螺栓螺纹小径 |
Dkm |
紧固件头部接触处的有效摩擦直径 |
DS |
应力截面AS直径 |
DT |
螺栓杆径 |
DW |
紧固件头部下方接触区域的外径 |
FM |
装配预紧力,拧紧时的螺栓拉伸载荷 |
FM,ν |
装配预紧力,等效应力为νRp 0.2时的螺栓拉伸载荷 |
FM、 min |
拧紧到规定扭矩的最小装配预紧力 |
FM、max |
拧紧到规定扭矩的最大装配预紧力 |
MA |
装配输入扭矩 |
MA、max |
最大装配输入扭矩 |
MA、min |
最小装配输入扭矩 |
MA、PRE |
装配有效扭矩 |
MG |
装配螺纹扭矩 |
P |
螺距 |
Rp 0.2 |
根据ISO 898-1,螺栓材料的0.2%保证应力 |
di |
空心螺栓内径 |
dh |
紧固件头部下方接触区域的内径,螺栓孔直径 |
βth |
螺栓螺纹的半角(米制螺纹为π/6) |
μG |
螺栓与螺母螺纹摩擦系数 |
μGmin |
螺栓与螺母螺纹最小摩擦系数 |
μGmax |
螺栓与螺母螺纹最大摩擦系数 |
μK |
紧固件头部接触处的端面摩擦系数 |
μKmin |
紧固件头部接触处的最小端面摩擦系数 |
μGmax |
紧固件头部接触处的最大端面摩擦系数 |
μges |
总摩擦系数;头部和螺纹的摩擦系数相等时的总和摩擦系数 |
再次提醒,对于该篇文章感兴趣的话,可以在公众号留言或联系小编来索取原文探讨交流。
延申阅读:技术聚焦 l 锁紧螺母摩擦系数真相分析
关于兹懋
作为德国领先紧固技术在中国的代言人,旨在通过引进最先进的紧固技术助推中国先进制造业的发展。兹懋是来自德国的Kistler Remscheid (原Schatz)、ECM Datensysteme、AFS先进连接技术研究所驻中国的全权代表机构。提供源自德国的螺纹紧固连接检测、校准、分析的仪器设备,以及紧固连接全寿命周期的解决方案,并定期举办专业的紧固培训研讨会,深受业内好评。