
《专家有话说》为兹懋新增的开放式学习型态,由兹懋特邀专家对近期热度较高的技术文章进行评读/品读(见蓝色字),旨在帮助大家更好的理解原文作者的表达,从而对紧固技术有更清晰深入的认识。
原文作者:陈平 黄波 刘艳兵 何叶伟 乐慧杰 赵东海
来源:广州汽车集团有限公司汽车工程研究院,吉利汽车集团
网络来源:http://www.chinafastener.biz/gb/news/21768.htm
摘要
保证螺纹紧固件装配质量的最常用方法是通过控制紧固件的扭矩来实现预紧力的控制。为了提高拧紧力矩的设定正确性及拧紧质量,通过制定拧紧力矩分析标准流程,采用Schatz多功能螺栓拧紧工艺分析系统,根据紧固件-扭矩/预紧力试验结果得出影响拧紧质量的各种参数值,给出拧紧扭矩的设计值以及拧紧策略的参考方案,为完善螺纹紧固件的拧紧扭矩开发提供参考。
螺纹紧固件在汽车装配过程中大量使用,新车型开发过程中无一例外地需要对整车螺纹紧固件的拧紧扭矩进行设定和分析,输出整车扭矩清单指导制造。目前,自主品牌主机厂对于新车型开发过程中的大部分螺纹紧固件的拧紧扭矩设定都是通过零部件供应商依据经验提供,或通过对标竞品车型逆向检测其静态扭矩得出,然后通过大量道路试验和耐久试验来分析其合格性和可靠性。
点评:水平较高的汽车供应商,特别是外资供应商具备较高的扭矩开发能力,但是,整车装配连接点往往不是供应商负责的装配点,这些点供应商扭矩开发就会因为对这些点的载荷工况,装配、维修等不熟悉,会存在一定的风险。采用逆向静态扭矩开发,由于静态扭矩与动态扭矩之间存在较大的差异,往往静态扭矩和动态扭矩不相同,这样就不能准确确定出动态扭矩。Zmart目前与德国AFS合作,可以进行从载荷工况,拧紧计算(紧固件接头螺栓计算软件),有限元分析,试验验证等全流程的扭矩正向开发。


本文中提到了相关拧紧设备,正是由于采用这些拧紧设备才能对螺纹接头进行正向开发。本文中用到的相关拧紧设备详细介绍如下。
模拟装配试验系统

应用范围
模拟装配系统可用于研究在实际装配条件下, 紧固件的实际装配性能。
系统结构
所得到的试验结果必须没有任何"伪证据”-特别的是:如果所需试验部件上的紧固件,其位置就是实际安装条件,这种试验具有想当的挑战性。如:汽车底盘或汽车发动机部件,为了使这些部件试验位置与实际I况条件相同,试验系统不但需要具备高刚度性能,而且必须提供试验方法所描述的柔性试验性能。即:自适应试验系统能够对分布在各个位置的螺栓进行试验,试样不动,自适应试验系统的测量臂能应用自如地到达各个测量点。 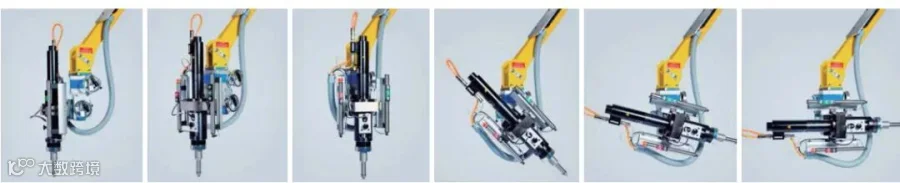 为了达到可以在实验室真实模拟现场的各种装配情况,该系统配备的柔性臂可以通过电气控制单元,轻松调整各种位置角度并锁紧。柔性臂下的精密齿轮箱亦可通过手动调节,来控制拧紧轴的位置和方向。拧紧轴固定装置可以快速切换不同的拧紧轴,方便在试验过程中, 挑选合适的、能够模拟现场的拧紧工具。拧紧轴内部配备扭矩/角度传感器的快速更换装置,用于在试验中选择合适范围的传感器,已控制试验精度。
为了达到可以在实验室真实模拟现场的各种装配情况,该系统配备的柔性臂可以通过电气控制单元,轻松调整各种位置角度并锁紧。柔性臂下的精密齿轮箱亦可通过手动调节,来控制拧紧轴的位置和方向。拧紧轴固定装置可以快速切换不同的拧紧轴,方便在试验过程中, 挑选合适的、能够模拟现场的拧紧工具。拧紧轴内部配备扭矩/角度传感器的快速更换装置,用于在试验中选择合适范围的传感器,已控制试验精度。
关键数据:
●标准扭矩范围,最大至1,000 Nm
●可测试实际零部件
●柔性设计,可以快速进行各种方向的拧紧
●不同拧紧轴可以快速切换
选项:
●通过工装,可以进行摩擦系数测试
●可连接横向振动试验台,作为拧紧驱动装置
●可连接超声波装置,在拧紧过程中,直接测得轴向预紧力
欲了解更多设备信息,请联系兹懋:
021-20832512
info@zmart-china.com
1.螺纹紧固件拧紧实质
螺纹装配拧紧的实质是通过螺栓的预紧力将两个工件联接在一起,在螺纹联接中装配拧紧的质量保障是将螺栓的轴向预紧力控制在适当的范围内。因此,对预紧力的准确控制是保证装配质量的基础。
1.1 螺纹副之间联接状态
a.软联接。指联接件本身比较软或者联接件中间存在橡胶件等弹性元件,存在较大扭矩衰减;软联接螺纹副到达贴合点后,旋转720°以上才能达到目标扭矩。
b.硬联接。指联接件硬度比较大或刚性联接,一般扭矩衰减很少,可能还存在扭矩反冲;硬联接螺纹副到达贴合点后,一般旋转30°以内就可以达到目标扭矩。
c.联合联接。指介于软连接和硬联接之间的联接,也称为中性连接。
点评:软连接、硬连接、中性连接等具体分类说明可以参照标准GB/T 26547或ISO 5393螺纹紧固件回转式工具性能试验方法。
1.2 拧紧扭矩等级
依据对汽车的安全性、法规性、功能重要性的影响程度,参考(德)DIN2862汽车工业中拧紧设备的应用标准要求将汽车总装的装配扭矩分为三个等级(表1)。
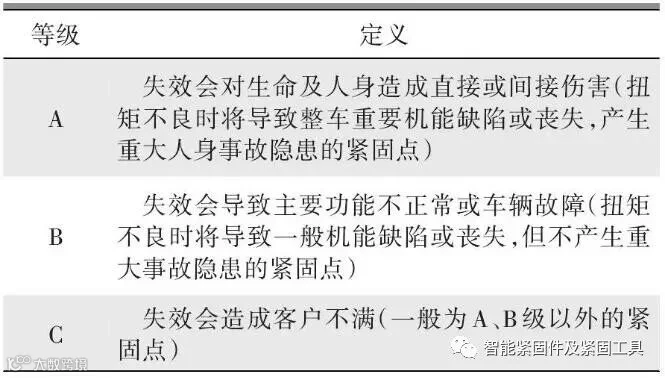
表1 拧紧扭矩等级
拧紧等级A类主要用于安全系统、制动系统、动力总成、转向系统、燃油系统等重要连接场合;拧紧等级B类通常用于底盘件、下车体零部件、开闭件、电器及线束打铁点等较重要场合;拧紧等级C类通常用于内外饰、塑料件、车身重要附件、软连接性质等一般连接场合。
1.3 拧紧扭矩精度
依据当前汽车的法规性、生产工艺性,汽车总装的拧紧扭矩精度分为三级(表2)。
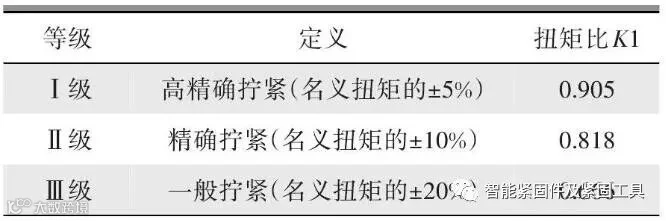
表2 拧紧扭矩精度等级
分析拧紧精度过程中,拧紧精度须与拧紧等级匹配。拧紧扭矩等级A 级与拧紧扭矩精度Ⅰ级、Ⅱ级匹配;拧紧扭矩等级B级与拧紧扭矩精度Ⅱ级、Ⅲ级匹配;拧紧扭矩等级C级与拧紧扭矩精度Ⅲ级匹配;指导制造部门根据拧紧精度要求合理选择拧紧工具。
a.拧紧扭矩精度为Ⅰ级时,扭矩精度标准偏差值设定为名义扭矩的±5%,偏差区间控制在0~±7.5%区间。
b.拧紧扭矩精度为Ⅱ级时,扭矩精度标准偏差值设定为名义扭矩的±10% ,偏差区间控制在±7.5%~±15%区间。
c.拧紧扭矩精度为Ⅲ级时,扭矩精度标准偏差值设定为名义扭矩的±20% ,偏差区间控制在±15%~±30%区间。
点评:小编个人观点是扭矩等级会较大影响拧紧工具的选择,主要是从监控和不具有监控功能来进行区分。汽车行业来说,拧紧工具的精度已经不是来区分自动和手动装配,驱动类型对于过程可靠性也不再重要。取而代之的是,具有监控功能与不具有监控功能作为紧固系统的区别。当然,如果具有监控功能的拧紧工具,势必拧紧精度也是相应的比较高的。对于这个问题大家可以参照《汽车装配拧紧工具和螺栓的种类》这篇文章来进行详细的拧紧工具选择的了解。
2.螺纹紧固件拧紧方法
目前主机厂主流用于螺纹拧紧的方法主要有扭矩法、扭矩-转角法、屈服点法三种。主要讨论基于扭矩法及扭矩-转角法的拧紧扭矩分析。
2.1 扭矩法
扭矩法是利用扭矩值与预紧力的线性关系进行控制的方法,采用该方法拧紧时,只对扭矩进行控制,操作简单。在螺纹联接拧紧过程中,其拧紧扭矩T 需克服被旋和螺纹间的摩擦扭矩以及螺母与被联接件(或垫圈)支承面间的摩擦扭矩,并使联接产生预紧力F0,计算如下。
(1)式中,T1 为螺纹副上的摩擦力矩;T2 为支撑面的摩擦力矩;T 为拧紧力矩;F0 为螺栓轴向预紧力;d 为螺栓名义直径;Kt 为拧紧力矩系数。
(2)式中,P 为螺距;α′为螺纹牙侧角;DW 为支撑面的等效直径;μS 为螺纹摩擦系数;μw 为支撑面摩擦系数。
从以上公式可知,扭矩法的计算方法受扭矩系数影响很大,影响扭矩系数的主要因素为螺纹副间摩擦系数和螺母支撑面与被连接件间支撑面的端面摩擦系数,初始预紧力的离散度随着拧紧时摩擦损耗等因素的控制程度而变化。所以两个摩擦系数的选取对拧紧扭矩的设定起着关键作用。此外,预紧力也受到联接件(螺栓、螺母、夹紧件)的几何形状、连接件的强度、紧固技术、紧固工具的影响。
该方法只控制施加的实际扭矩,是利用弹性区域内扭矩与夹紧力的线性关系进行拧紧控制的一种方法。通过控制拧紧扭矩间接地实施预紧力控制的扭矩法由于受到摩擦系数等多种不确定因素的影响,K 值是影响T 值(拧紧扭矩)的主要因素,导致对轴向预紧力控制精度低。

点评:对于扭矩法拧紧计算需要特别注意的是国内设计手册往往采取的是平均扭矩系数K值进行计算,这个是有一定的问题的。扭矩法拧紧时候的最大预紧力(扭矩上偏差极限值,摩擦系数最小时)与最小预紧力(扭矩下偏差值,摩擦系数最大时)能够达到2倍,因此,校核螺栓连接时,对于校核功能时,如校核是否滑动、开口等需要按照预紧力最小值进行计算,对于校核表面接触时需要按照最大预紧力来进行,而不能全部都用平均值来计算。
2.2 扭矩—转角法
扭矩—转角控制法的实质是控制螺栓的伸长量。螺栓拧紧过程中,在连接面贴合以后的整个弹性区域内,轴向预紧力与伸长量成正比,而螺栓的转角和螺栓伸长量也成比例关系,弹性区域内紧固转角与预紧力的关系如下。
(3)式中,θf 为弹性区域内紧固转角;Ff 为弹性区域内预紧力;kb 为螺栓拉伸弹性刚度;kc 为被连接件压缩弹性刚度。该方法在螺栓规格确定的情况下,螺栓预紧力Ff 与摩擦系数没有直接关联,但受到起始扭矩的离散影响。虽然螺栓预紧力与摩擦系数无关,但与螺栓和被连接件的刚度有关;并且实施拧紧时的不同做法,如采取拧紧后松开再拧紧,分步拧紧等方式,都直接影响最终(装配)扭矩值的分布范围。
点评:扭矩转角法预紧力的离散主要受到初始拧紧扭矩时摩擦系数的偏差。由于被连接件的刚度理论计算与实际结果会存在一定的差别,不同的计算方法或简化公式计算方法也会有差别,也就是说被连接件刚度计算准确性还是有一定的异议的,相对来说螺栓的刚度计算按照VDI2230标准计算结果就比较准确了。从这个意义上说由于被连接件的刚度计算准确性存在差别,扭矩转角法理论计算只能作为参考,最终的拧紧参数需要通过试验来进行验证。
2.3 屈服点法
屈服点拧紧法的目标是将螺栓拧紧到屈服点区域,最大限度地发挥螺纹件强度的潜力。屈服点拧紧法最大的优点是将摩擦系数不同的螺栓均可拧紧到其屈服点,摩擦系数变差对于螺栓轴向预紧力的影响几乎可以完全消除,不受转角控制法的转角起始点的影响。预紧力精度可高达10%,但同时对螺栓的性能及结构设计要求极高,对应的拧紧工具价格极高,导致目前应用较少。但从技术角度看是目前最好的拧紧方法。国外一些高级汽车制造厂已经普遍采用矩—转角法的拧紧方法,并开始投入研究和发展屈服点拧紧方法的趋势。国内自主品牌制造商受制于技术及成本等原因,仍处于扭矩法的应用阶段。
3.扭矩开发流程
螺纹紧固件的扭矩开发流程如图1所示。
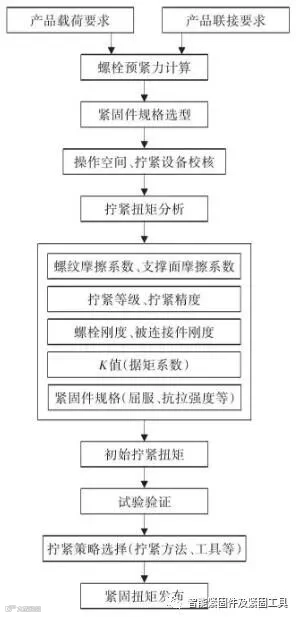
图1 扭矩开发流程
a.预紧力计算。根据产品紧固场合、设计要求、工作载荷及联接要求等综合因素(或CAE仿真分析)计算出理论预紧力值。
b.标准件选型。合理选择标准件规格,尽量选择国标件,减少非标件的使用。
c.拧紧空间校核。校核联接场合是否满足标准件的装配性。
d.拧紧扭矩计算。根据预紧力、紧固件规格、螺纹副联接状态等参数计算拧紧扭矩。分析摩擦系数、强度、拧紧精度、拧紧等级、连接刚度等相关因素与扭矩的匹配性。
e.试验验证。一方面通过实验室试验项目,通过各相关参数的试验数据验证拧紧扭矩的设定合理性。另一方面通过室外的道路试验、耐久试验验证扭矩的合格性及可靠性。
f.拧紧策略选择。根据联接场合、产量及成本、拧紧扭矩、拧紧等级、拧紧精度选择对应的拧紧方法、拧紧工具、拧紧方式。
针对各设计部门提供的扭矩清单中的紧固件进行分析,分析结果合格后汇编成整车扭矩清单,与各设计部门及制造部门会签审核通过后,再发布给制造部门作为总装重要工艺指标文件指导生产。制造部门根据整车扭矩清单里的拧紧等级、拧紧精度、扭矩值等参数合理选择拧紧工具、拧紧方法、装配工艺及扭矩质量检测方法。
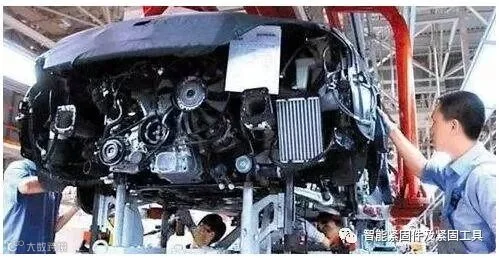
4某车型前车轮螺栓拧紧扭矩分析
以某新开发车型的前车轮螺栓的拧紧扭矩信息为例(图2),车轮螺栓为10.9级M12螺栓,拧紧扭矩设定为120±12 N·m,拧紧等级A,拧紧精度Ⅱ,分析其扭矩的设定合理性,主要计算参数如表3所示。
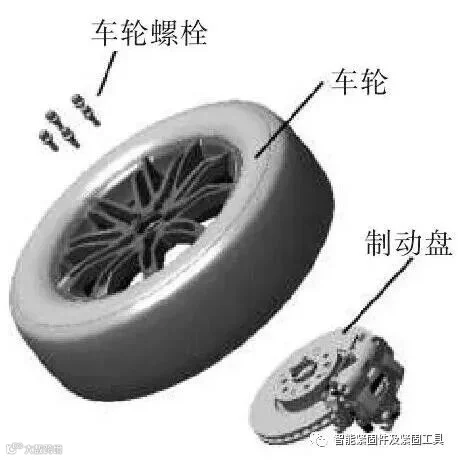
图2 车轮螺栓连接场合
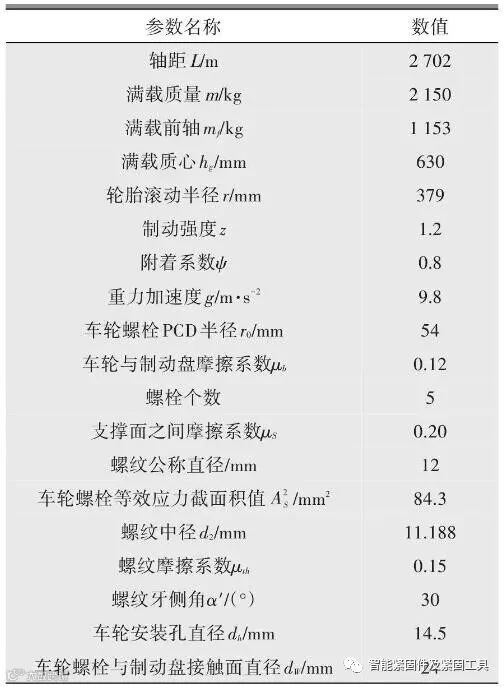
表3 车轮螺栓拧紧扭矩所需主要参数
4.1 预紧力计算
首先分析产品的工作载荷和设计要求,单个前轮所需制动扭矩(满载)计算结果如下。
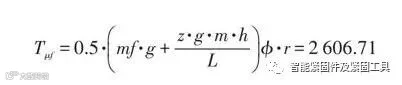
预紧力计算如下。
式中,n 为接合面数目;μS 为支撑面摩擦系数( μ ) S =0.12 ;z 为螺栓数目 (z =5) ;F0为螺栓轴向预紧力;r0 为车轮螺栓PCD 径;kS 为防滑系数(k ) S =1.0 。带入数据求得预紧力结果如下。
点评:公式中m为结合面数量。预紧力F0的计算结果为40226.6N,显然此处结合面摩擦系数用的是2,实际车轮连接仅仅与制动盘接触,只有一个结合面,而制动盘则与轮毂轴承和车轮存在两个结合面。由于此处用了2个结合面,实际上需要的预紧力为2倍,即80452.2N,如此大的预紧力对于M12的螺栓,即使用扭矩转角法拧紧也是不能满足要求的。而目前一般中小型汽车车轮螺栓用M12的规格还是比较多的,说明计算过程中某些因素影响了计算结果。输入的载荷小编认为是满足要求的,但由于此处车轮螺栓拧紧后,主要承受的是典型载荷,所以,实际典型载荷可以稍微低一些,制动强度可以考虑取1.0,结合面摩擦系数差不多可以取2倍,也就是可以考虑取0.25甚至0.3,当然结合面摩擦系数需要实际测试会更加准确。参照某些合资主机厂对于车轮螺栓预紧力的拧紧要求,此处车轮螺栓的预紧力达到30KMN左右认为是比较合适的。
4.2 标准件选型
根据预紧力等参数及该平台车型的车轮PCD径及紧固件尽量沿用原则综合选择原10.9级的M12螺栓紧固件。
4.3 操作空间校核
该平台车型的车轮轮毂PCD 径及紧固件沿用。螺栓套筒通过空间足够,满足拧紧空间要求。
4.4 拧紧扭矩计算
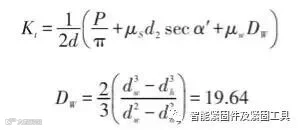
点评:由于车轮螺栓往往采用球面螺栓、锥面螺栓等,上述公式中摩擦直径计算是平面螺栓的摩擦直径计算方法,对于球面螺栓、锥面螺栓等的摩擦直径应该与此式会存在差别,这些螺栓的摩擦直径会比该式计算结果更大,也就是M12的螺栓平面螺栓预紧力正常情况下拧紧扭矩在100Nm时,最小预计力可以达到35kN左右。而车轮螺栓拧紧扭矩达到120Nm时候,最小预紧力约为25kN左右,从间接说明了球面、锥面螺栓的等效摩擦半径会更大。
代入相关参数计算可得:Kt =0.245 3 ,T =118.5 ,四舍五入取拧紧扭矩T 值为120 N·m。根据第四强度理论,螺栓最大应力计算如下。
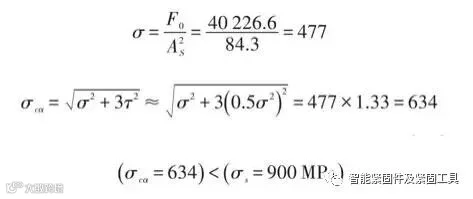

综上分析得出,车轮螺栓为重要拧紧场合,拧紧扭矩值设定为120±12 N·m。拧紧等级为A,拧紧精度为Ⅱ。
4.5 试验验证
a.拧紧扭矩-轴向预紧力试验。参考紧固件-扭矩/轴向预紧力试验标准的部分要求,采用兹懋(原德国Schatz)多功能螺栓拧紧工艺分析系统进行车轮螺栓拧紧试验(图3)。

图3 螺栓拧紧工艺分析系统
分析拧紧过程的总扭矩、支撑面扭矩、螺纹扭矩、预紧力、扭矩系数、支撑面摩擦系数、螺纹摩擦系数、总摩擦系数等参数。考虑实际拧紧工具影响,在20、40、50、60 r/min拧紧转速下,以目标扭矩的80% ~90%扭矩设定值进行多组数据实验,及采用转角法拧紧紧固件至屈服状态。各参数曲线图如图4、图5、图6所示。
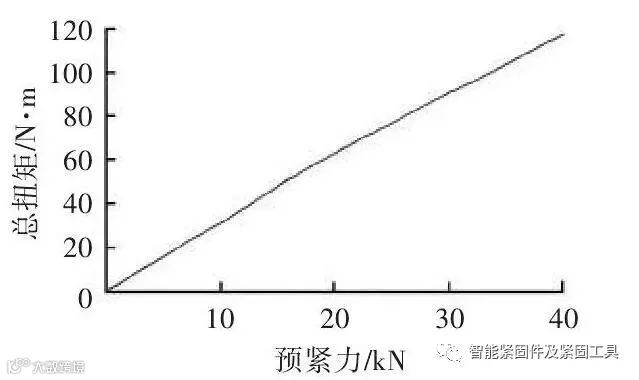
图4 总扭矩-预紧力曲线示意(20 r/min)
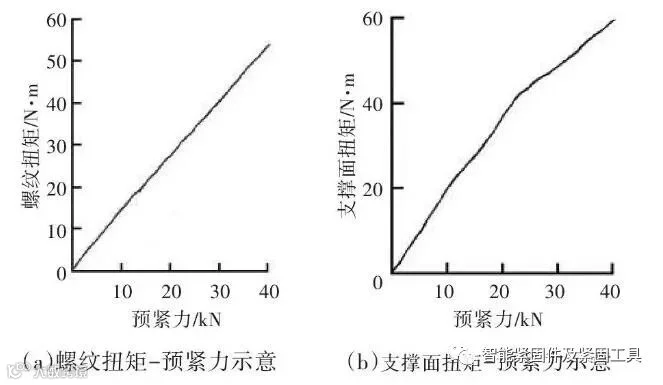
图5 螺纹扭矩/支撑面扭矩-夹紧力曲线(20 r/min)
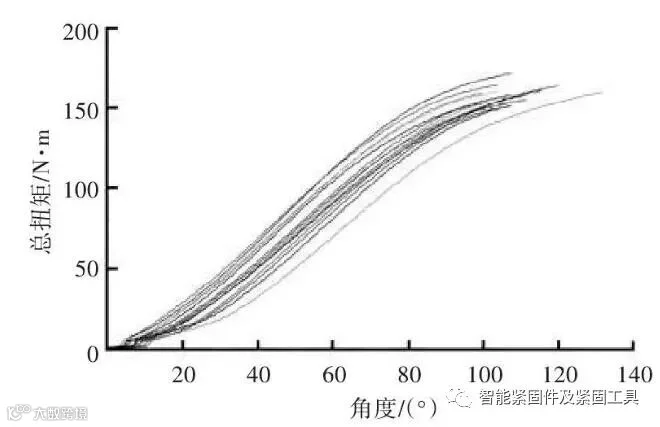
图6 总扭矩-转角曲线图(20 r/min)
试验结果如表4所示。从试验结果中得出,在总扭矩110~120 N·m区间,扭矩系数K值0.233、预紧力40.10 kN、总摩擦系数0.160(摩擦系数要求在0.12~0.18之间)都与理论计算值接近。
b.道路试验。进行3万公里强化路试、16万公里常规路试和耐久试验过程中,每5 000 km进行扭矩检查没有发现车轮螺栓松脱等异常质量问题。拧紧扭矩可靠性合格。综上分析可知,车轮螺栓拧紧扭矩值设定为120±12 N·m合理。
4.6 拧紧策略选择
4.6.1 扭矩法
选择扭矩法,拧紧扭矩值设定为120±12 N·m;拧紧设备选择普通电动拧紧机,考虑拧紧转速影响设定两次拧紧方式。
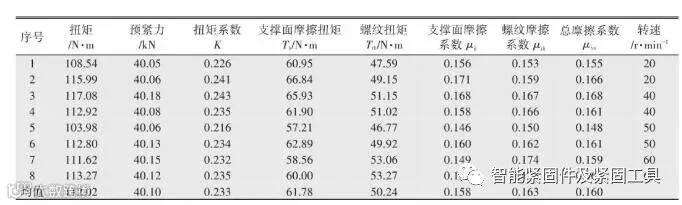
表4 扭矩参数试验结果值
拧紧机设备拧紧步骤设定如下。
a.慢速反转180°(90 r/min),套筒认帽及螺纹检测过程;
b.快速正转到40 N·m(280 r/min),贴合点扭矩;
c.慢速正转拧紧到100 N·m(90 r/min),80%目标扭矩值(一次拧紧);
d.慢速反转180°(90 r/min),拧松;
e.慢速正转拧紧到120 N·m(60 r/min),目标扭矩值(二次拧紧);
f.慢速反转3°,套筒与紧固件分离。
4.6.2 扭矩—转角法
选择扭矩+转角法,根据图6的试验数据进行分析,屈服扭矩基本在转角120°以上,扭矩170 N·m时达到,给出拧紧扭矩值设定为40 N·m+60°(±10°);拧紧设备选择伺服电动拧紧机,拧紧机设备拧紧步骤设定如下。
a.慢速反转180°(90 r/min),套筒认帽及螺纹检测过程;
b.慢速正转拧紧到40 N·m(90 r/min)(起始扭矩);
c.转角控制拧紧60°(角度控制);
d.慢速反转3°,套筒与紧固件分离。
拧紧策略的选择受到资金投入、产量要求、生产节拍、设备价格、成本控制、使用寿命、车型质量定位等多方面因素影响,各制造厂商根据自身实际情况合理选择拧紧方式。
5结论
紧固件拧紧扭矩是汽车装配中最重要的工艺管控参数。拧紧扭矩的质量保证可以从装配后质量检查、制造过程控制、设计研发保证三个层面上解决。评价标准件联接质量的因素和方法也很多,需根据连接场合、重要度、成本经济性、安全性要求综合选择合理的拧紧质量评价方法。
以某汽车自主品牌的新车型型开发为例,从螺纹联接的实质分析出发,通过制定拧紧力矩分析标准流程,采用Schatz多功能螺栓拧紧工艺分析系统,根据紧固件-扭矩/预紧力试验结得出影响拧紧质量的各种参数值,给出拧紧扭矩的设计值和拧紧策略的参考。
a.扭矩开发过程中,预紧力要求是一个非常重要的产品设计参数输入,根据产品设计人员提供的预紧力要求,工艺人员才能以此为基础进行扭矩开发设计。
b.采用扭矩法的K 值(扭矩系数)的选取,可以从设计计算中或实验过程得出。两种方法得出的数据值或许差异性不大,但是却代表了两种不同的参数理念。从生产实际出发,利用实验过程得出的K值更具生产指导意义,该方式得出的K 值客观上囊括了多方综合影响因素的影响。
c.评价扭矩拧紧质量的不能只依靠扭矩值单一指标参数。应从如摩擦系数、扭矩系数、预紧力、拧紧方法及CPK(过程能力指数)等多方面指标综合评价。
d.伴随拧紧工艺及拧紧设备的发展,误差性很大的静态扭矩值检测已经无法满足高质量拧紧的评价,应逐步提高采用以动态扭矩及拧紧过程监控为主的自动化检测设备的普及。
关于兹懋 (原兹韦克中国的紧固技术业务单元)
作为德国领先紧固技术在中国的代言人,旨在通过引进最先进的紧固技术助推中国先进制造业的发展。兹懋是来自德国的Kistler Remscheid (原Schatz)、ECM Datensysteme、AFS先进连接技术研究所驻中国的全权代表机构。提供源自德国的螺纹紧固连接检测、校准、分析的仪器设备,以及紧固连接全寿命周期的解决方案,并定期举办专业的紧固培训研讨会,深受业内好评。
