

“紧固小百科"又回来啦,智慧紧固的探索之路布满荆棘和泥潭,一不当心就深陷其中,还好有丛林带路哥小兹,带你避开艰险,少走弯路,直达智慧紧固的彼岸。
接下来每期,小兹都会就大家比较关注又十分基础的问题进行系列科普,敬请关注~
我在标准规范中找不到紧固件的抗剪强度,你能提供帮助吗?
小兹科普:
对于直接螺栓剪切接头,螺栓杆承受的剪切力会直接在螺栓中产生剪切应力。钢螺栓材料的剪切强度约为抗拉强度的0.6倍。这个比值在很大程度上与抗拉强度无关。剪切面应穿过螺栓的无螺纹杆部,否则必须使用螺纹根部面积进行剪切计算。
检查螺栓扭矩值的最佳方法是什么?
小兹科普:
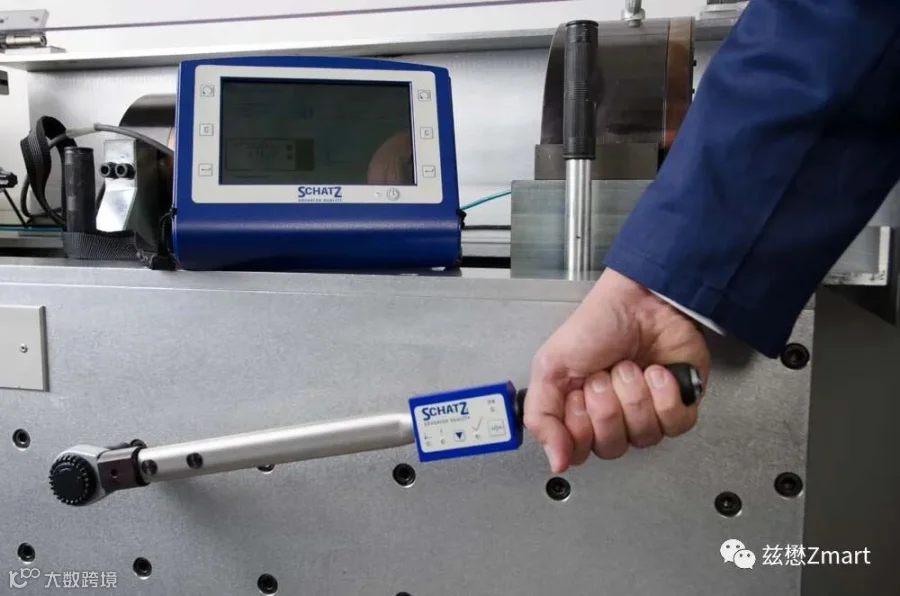
有三种基本方法可用于检查螺栓安装后施加在螺栓上的扭矩:
1、套筒开始沿拧紧方向继续拧紧转动一定角度。这种方法通常被称为“再拧紧法”。
2、套筒开始从拧紧位置向松开方向转动一定角度。这种方法通常被称为“松开法”。
3、紧固件重新拧紧到标记位置。这种方法通常被称为“标记法”。
使用“标记法”检测方法时,套筒要接近紧固方向上的标记位置。首先在套筒和接合面上划出清晰的标记,当螺母旋转时,接合面要保持静止。(避免仅在垫圈上划线,因为垫圈可能与螺母一起转动。)将螺母反转约30度,然后重新拧紧,使螺栓与结合面上划线重合。
对于方法1和2,由于静摩擦系数通常大于动摩擦系数,因此检测扭矩通常略高于安装扭矩。在我看来,最准确的方法是方法3,但是他不能解决垫片蠕变引起的永久塑性变形。
另一种方法是测量螺栓伸长量(如果紧固件未旋入螺纹盲孔中)。这可以通过加工螺栓头和螺栓端部来实现,以便使用千分尺精确测量。检查长度的变化可能准确确定是否正在失去预紧力。
所有三种方法中的扭矩应以缓慢而谨慎的方式施加,以便将对仪表读数的动态影响降至最低。在检查扭矩时,必须始终确保非旋转构件(对于螺栓螺母连接,通常是固定螺栓)固定牢靠。应在拧紧操作后尽快测量检查扭矩,然后再进行任何后续操作,如喷漆、加热等。扭矩读数取决于螺母面下和螺纹中的摩擦系数。
如果紧固件在检查前已经有较长的时间,或处于不同的环境条件下,则摩擦和扭矩值可能会发生变化。螺纹和螺母面/接合面嵌入(塑性变形)也会导致变化。这种嵌入导致螺栓张力降低,并影响拧紧力矩。如果螺栓静置两天,扭矩值的变化可能高达20%。
扩展阅读:
关于兹懋
作为德国领先紧固技术在中国的代言人,旨在通过引进最先进的紧固技术助推中国先进制造业的发展。兹懋是来自德国的Kistler Remscheid (原Schatz)、ECM Datensysteme、AFS先进连接技术研究所驻中国的全权代表机构。提供源自德国的螺纹紧固连接检测、校准、分析的仪器设备,以及紧固连接全寿命周期的解决方案,并定期举办专业的紧固培训研讨会,深受业内好评。
