每当提起过程控制,人们第一时间联想到的是检验,检验再检验,这个步骤,我们称之为数据收集,然而不幸的是,很多企业做到这一步就停下来了,我们了解到紧固件企业在供应商审核时经常会遇到这样的现象:
当供应商询问如何通过检测数据来判断过程是否异常时,以及是否设立内部控制区间时,质量对接人员会指着那些躺在表格中的一行行测试数据‘’看!我的过程是经过仔细检测的,没有超差现象。我们也会同时考虑产量,只要都合格,应该就可以认为没问题。”
在判断对错前,我们看来有必要先了解过程控制的出处、控制点以及控制方法,老司机们准备好,我们和谐号品质列车准备发车了。
好的质量管理来自于好的过程设计,
那么一个好的过程设计出自于哪?
Prcocess Map——重要的识别工具,识别项目遵循:“输入-过程-输出”法则,目的在于充分识别出影响过程的关键因子Xs。
C&E称为Cause & Effects,又称因果逻辑图,是对基于C&E找出的影响过程的关键因子进行风险评分,找出影响变量最高的因素Xs。

FMEA 即潜在的失效模式分析,在此处,是基于前一步的高得分因子有可能产生的失效模式、发生频次和可探测性三个维度通过风险系数RPN或者阈值来进行综合的分析,评估。
CP控制计划,它控制的内容一定是对基于FMEA中已经识别出的高风险因素进行过程干涉/过程管控的目的,它通常定义了了测量方式,控制手法,即SPC图标类型。
我们知道,制程是会随着生产的过程而发生漂移的,这些漂移归根结底是偏差,而偏差则又可以分为Normal cause (普通偏差)和特殊偏差,接触过SPC的童鞋都知道,我们更关注于过程中的特殊偏差,我们称之为“散布”即SPC中的Cpk Shift 概念,因为它会直接对过程绩效产生影响。
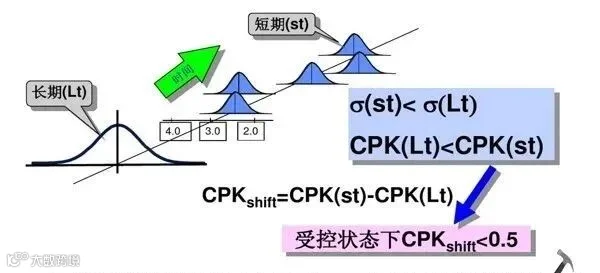
通过上图,我们可以看出,随着过程的推移,会发生准确而不精确、精确而不准确、不精确也不准确4种过程状态。
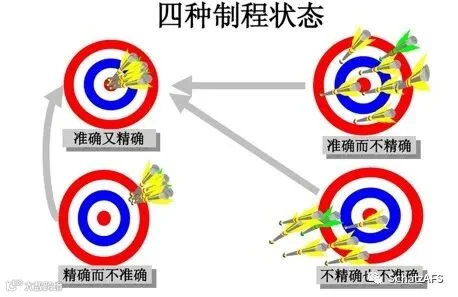
“通过上面的两组解释,我们明白了作为过程管控,我们要做的事情其实可以整理成两句话“减少散布,纠正偏心”
通常情况下,若过程出现离散时,改善方向应从工艺角度出发,而若是偏心的情况则应该从生产管理的角度出发解决问题。
紧固件制造企业,其特点往往是多品种,小批量,高频次的换型、带来的过程不稳定因素是显而易见的,因此,针对紧固件制造过程中的过程管控工作显得尤为重要,如何才是真正好的过程管控、关键点在哪里,我们有必要先回顾下当前的紧固件企业现状。
现状1
通过论坛和讨论,我们知道大概在15年前,国内紧固件制造企业还是以生产为中心,一心抓生产,过程的质量管控似乎并非那么受重视,往往是产线师傅调机后确认没问题就开始生产,这种模式的优点是产量可以完全保障,弊端也显而易见,一旦过程中发生质量缺陷没有被探测出来的话随之而来就是批量的质量问题。
现状2
近年来,汽车紧固件生产企业近年来受到主机厂和IATF16949的要求,逐渐的开始重视全面质量管控的必要性,不断的审核推动了紧固件制造企业不断前进的脚步,大家都开始目标一致的生产质量两手抓,在不断的努力下,我们可以看到,目前的紧固件生产企业在质量管控上都做了相当大的工作,首末件放行,过程检验,终检,每增加一道检验工序就以为这需要更多的人力资源、硬件资源的投入,对于过程检验,这些工作,绝大多数都是依靠经验丰富的测试人员完成,产品的质量因而上了一个台阶。
紧固件被称之为工业之米,其特点往往正是“多品种”,“小批量”,这也就意味着在传统的生产过程中,需要多次换型,而多次换型之后的多次检测便造成了等待的浪费,同时,我们都知道产品质量往往是以过程为导向,对过程关键特性的实时监控是制造高质量紧固件的关键。
但目前实际情况,部分紧固件制造企业往在制造过程中一味的追求产量,而忽略了质量,从而制造了不良的产品,造成了浪费,且这种浪费是可以衍生的,即直接损失和处理不良带来的额外损失,也分为显性损失和隐形损失。
那么从产品制造的角度来讲,是否有某种方式能够兼顾检测和缩小等待时间,配合生产实现产量最大化,质量最优化呢?
质量管理其实就是基于事实决策的过程,事实是什么?此处体现为数据,一切以数据说话,对工业生产而言,质量的改进也来源于数据的收集、分析,从而找到过程改进的方向及方法。
在这种强烈的现场数据收集的诉求下,ECM光学螺栓自动测量仪在工业制造强国德国顺势而生,它高度贴合紧固件生产的实际状况和测试需求,具有超高的精度和稳定的重复性以及再现性,在德国紧固件制造企业中扮演着举足轻重的作用,目前国内外顶级的紧固件生产企业都成功的引入了ECM全自动光学螺栓测量仪。

过程管控
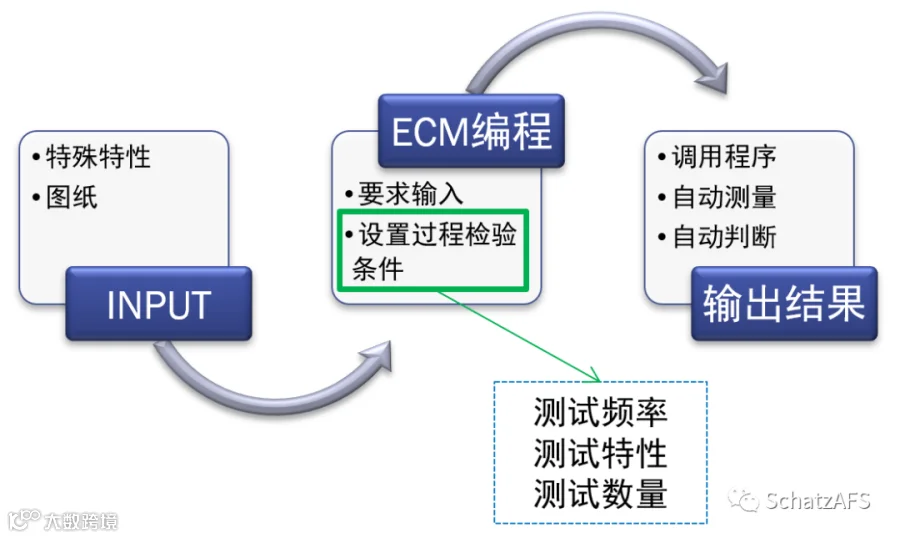
前面我们提过好的过程策划决定了好的产品质量输出,ECM除了在首末件放行阶段能够为企业带来巨大的收益之外,在产品的过程管控中,它同样占据了非常重要一席之地,它的工作逻辑是将过程管控的关键特性参数编辑进程序(也可以从首末件程序中抓取),在产线实现自动的测量,结果自动输出保存,自动出局趋势分析,它的工作逻辑可以参考下图。
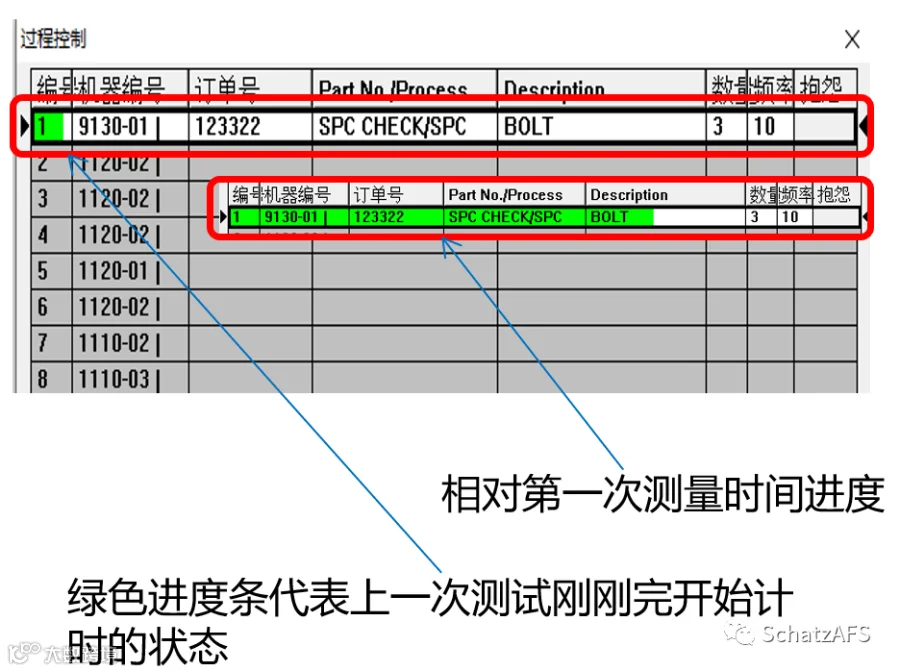
测试示例
ECM程序设置完成后,系统将会自动根据上一次的测试时间的进度以不同颜色提示操作人员即时完成下次的测试。
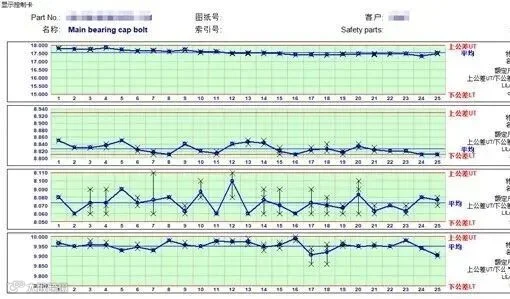
结果示例
ECM自带的SPC过程分析模块可提供多样化的图形、过程能力结果显示,同时,这些数据可以根据用户的定义在测量完成后自动以用户定义格式上传至第三方的软件管理平台,用于更为广泛的数据分析以及研究.
结果判断
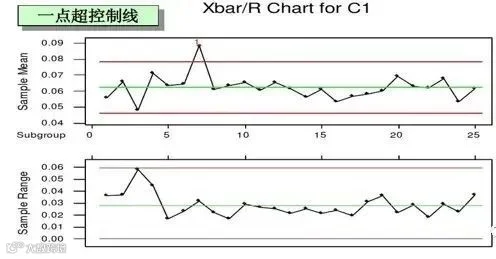
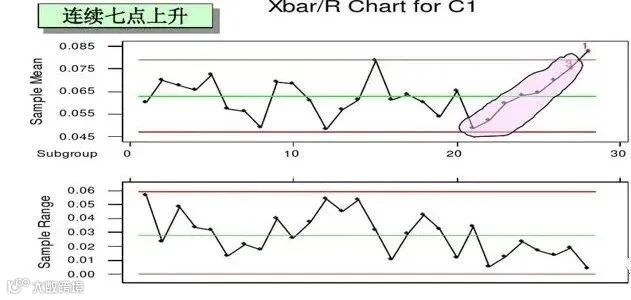
过程管控图常见的是X-BAR R图,如何理解图形的趋势,下面列举了常规的判断方式,这些方式基本是最常用的以及最常见的。
出现异常时,请确保隔离自前一次检查之后生产的所有产品,查明原因并解决后方可继续生产。
设备优势
相对于常规的SPC测试站点,ECM具有集成化,高效率的特点,在常规的工作台通常需要使用到多个量具配合测试指定的项目,但ECM仅仅只需要一台设备便可完成测试,同时,测试的速度远远小于常规的测量方式。以5个样品,6个尺寸举例,常规的测量方式通常需要5-6分钟,但是ECM仅仅只需要2-3分钟即可完成测试。
如果想要深入了解产品的相关信息,请添加小编微信:18017569687
作为德国领先紧固技术在中国的代言人,旨在通过引进最先进的紧固技术助推中国先进制造业的发展。兹懋是来自德国的Kistler Remscheid (原Schatz)、ECM Datensysteme、AFS先进连接技术研究所驻中国的全权代表机构。提供源自德国的螺纹紧固连接检测、校准、分析的仪器设备,以及紧固连接全寿命周期的解决方案,并定期举办专业的紧固培训研讨会,深受业内好评。


