
在螺栓连接拧紧中,拧紧扭矩计算公式如下:
VDI 2230螺栓拧紧力矩计算公式:
T = FM × [0.16P + 0.58d2μG + 0.5(dw + dh)μK]
在螺栓连接技术中,摩擦系数是一个至关重要的参数。它直接影响着装配时获得相同轴向预紧力所需施加的扭矩大小。不同的摩擦系数范围(如0.09-0.15、0.10-0.16或0.12-0.18)需要不同的紧固扭矩规范。
采用SD Pro螺栓计算软件可以看出同样拧紧扭矩,不同摩擦系数,预紧力差异非常大。

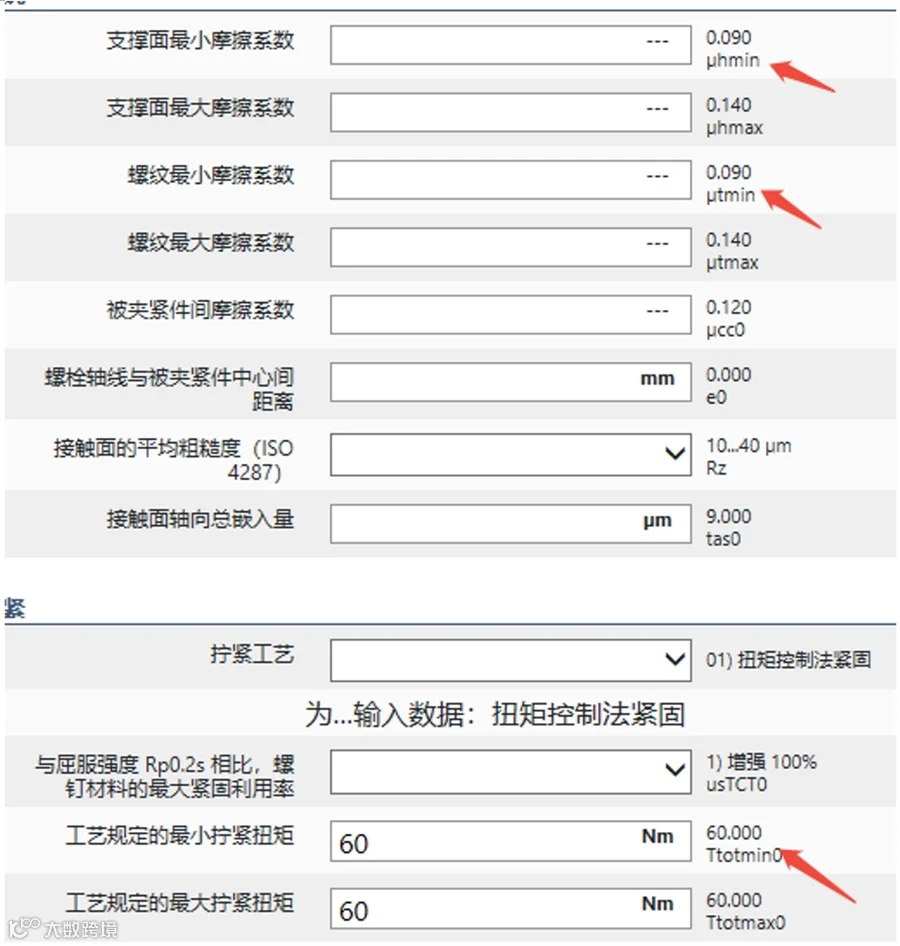
摩擦系数范围0.09-0.14时候,拧紧扭矩60Nm时候,螺栓拧紧后的预紧力为30.944-46.7kN。

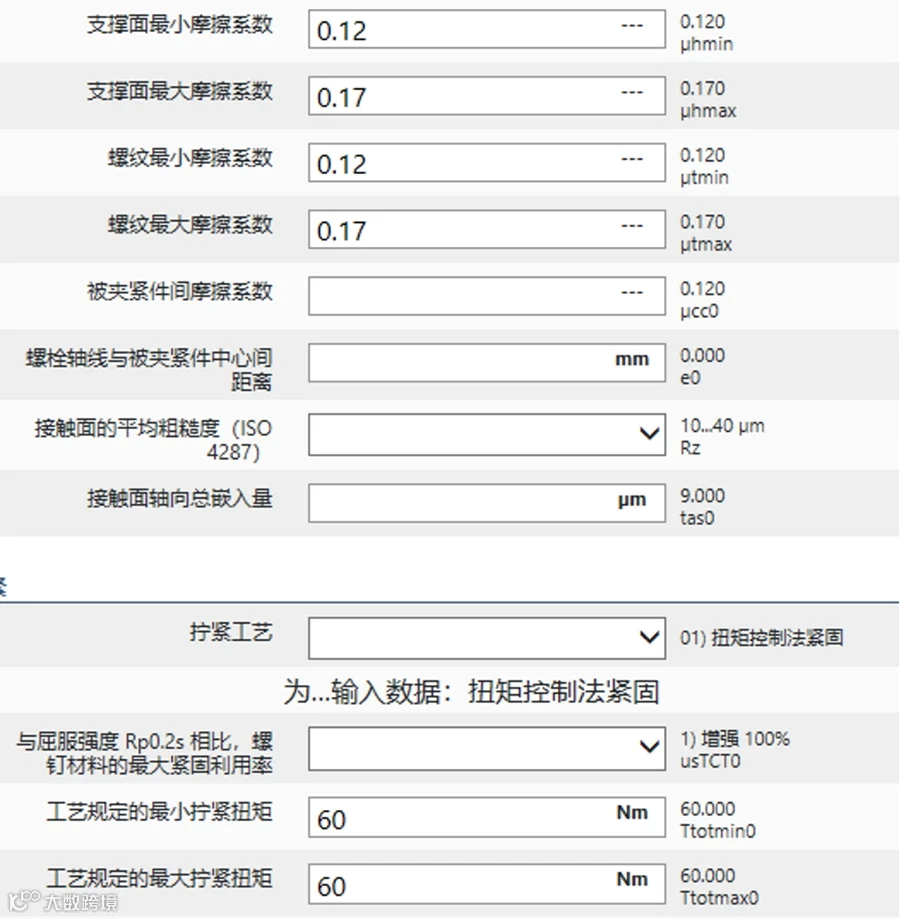
摩擦系数改为0.12-0.17时候,同样拧紧扭矩60Nm,螺栓的预紧力为26.031-36.075kN。
由此可见,摩擦系数范围变化,预紧力范围也会产生很大的变化。

摩擦系数的重要性
摩擦系数是一个无量纲的物理量,其大小取决于接触面的种类和几何形状。只有在相同的摩擦系数范围内,企业才能制定统一的紧固扭矩标准,确保装配质量的一致性。
螺栓摩擦系数可以通过kistler摩擦系数试验机来进行测试,确保螺栓摩擦系数能够满足设计要求范围。

摩擦系数是紧固件应用的关键指标,而表面处理工艺是影响摩擦系数最重要的工艺过程。
电镀封闭工艺对摩擦系数的影响
工艺流程:电镀→水洗→出光→水洗→钝化→水洗→封闭→烘干
封闭剂(光亮剂)由有机缓蚀剂、表面活性剂、水溶性高分子聚合物等材料组成,具有良好的分散性、成膜性和封闭能力。
关键影响因素:
•无钝化的电镀层表面很快失去光泽,摩擦系数散差大且随时间变化
•电镀后钝化能稳定摩擦系数,但转化膜层的摩擦系数偏大
•通过调整封闭剂中润滑剂的浓度可调节摩擦系数至0.09~0.15,或不同的要求
•离心机转速、工作温度、甩干时间和装载量都会影响摩擦系数

锌铝涂覆中面涂工艺的影响
工艺流程:有机溶剂除油→机械抛丸→底涂→烘烤→面涂→烘烤→后处理
锌铝涂覆是一种以多层超细片状锌、铝和无机盐为主要构成的防腐蚀涂层技术。
关键控制点:
•面涂层涂液中润滑剂种类和浓度决定摩擦系数
•润滑成分少会导致摩擦系数上升
•离心速度过快或时间过长造成涂层过薄,摩擦系数增大
•烘烤温度过高也会增大摩擦系数
磷化处理对摩擦系数的影响
工艺流程:化学除油→酸洗→中和→磷化→水洗→甩干→浸泡皂化油→甩干
磷化是通过化学与电化学反应形成磷酸盐化学转化膜的过程,具有扭矩—预紧力一致性好的特点。
工艺优势:
•保证装配时达到设计预期的紧固要求
•特别适用于重要零部件的连接(如发动机连杆螺栓、钢结构连接副等)
•可避免高强度螺栓的氢脆问题,一般10.9级磷化表面处理都不进行去氢处理,12.9级螺栓还是要求进行去氢处理
在封闭剂或皂化油中加入润滑材料可保证稳定的摩擦系数,同时封闭剂温度、润滑材料种类、烘干温度和离心甩干速度都会影响最终结果。
电泳涂装对摩擦系数的影响
工艺流程:前处理→电泳→水洗→后处理封闭→水洗→固化
电泳涂装是在电压作用下,带电荷的涂料粒子移动到阴极并沉积于工件表面的过程。
影响因素:
•电泳漆本身是否含有润滑材料
•是否需要后处理封闭来调整摩擦系数
•前处理工艺(酸洗、抛丸、磷化、电镀等)的不同会影响摩擦系数
总结
摩擦系数的精确控制是确保螺栓连接质量的关键。不同的表面处理工艺通过调整封闭剂成分、润滑剂浓度、工艺参数等手段实现对摩擦系数的精确调控。企业应根据具体应用需求选择合适的表面处理工艺,并严格控制工艺参数,确保摩擦系数在目标范围内,从而保证装配质量和连接可靠性。
欢迎联系我们,一起探讨紧固连接的奥秘!

关于兹懋Zmart

上海兹懋科技有限公司(Zmart)是一家专注于引进德国先进紧固装配设计和测试验证技术的创新型企业,致力于推动中国智能制造与设计领域的高质量发展。公司提供覆盖紧固连接全生命周期的软硬件产品及服务,包括设计优化、验证测试、装配工艺及质量控制等核心环节。兹懋Zmart与华测检测CTI深度合作,在上海联合设立了紧固连接实验中心,配备国际领先的检测设备,为工业客户提供高精度测试与验证服务。同时,公司创立了中德连接技术学院,开设紧固件专业培训及人员资质认证课程,助力行业人才能力提升。凭借对德国技术的本土化创新和丰富的行业经验,兹懋已为汽车、航空航天、高端装备制造等领域提供定制化解决方案,目标成为中国智能制造领域的技术标杆与战略合作伙伴。
兹懋Zmart
关注兹懋Zmart
获取更多行业资讯