
螺栓连接是机械结构中最常见的紧固方式,但在振动载荷下,螺栓的疲劳断裂成为最主要的失效形式。据统计,螺栓在静载载荷下的耐久性为100%,而在振动应力下,其耐久性可能骤降至10%甚至更低。

疲劳断裂往往发生在毫无征兆的情况下,带来严重的安全隐患。本文将从机理上解析螺栓为什么会疲劳,分析影响疲劳寿命的关键因素,并探讨提高螺栓疲劳强度的有效措施。
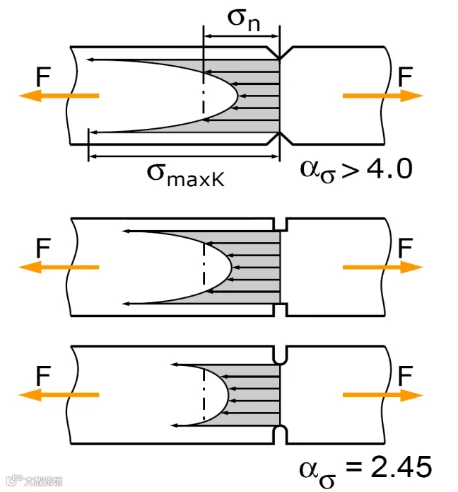
1. 缺口效应与应力集中
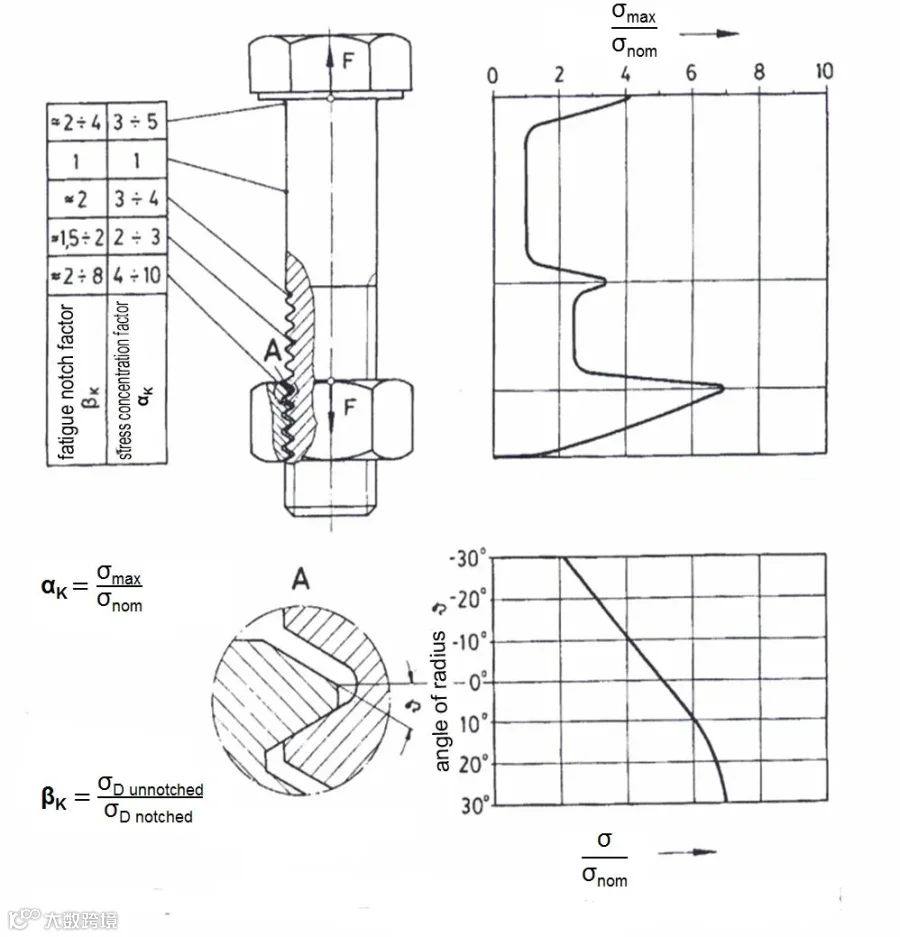
螺栓的几何形状决定了它存在多个“缺口”——螺纹牙底、头下过渡处、螺纹收尾等。这些部位在受力时会产生严重的应力集中。不同缺口的应力集中系数αk(最大应力与名义应力的比值)可达2.45甚至4.0以上。应力集中导致局部应力远高于平均应力,成为疲劳裂纹的萌生地。
2. 疲劳断裂的起源点
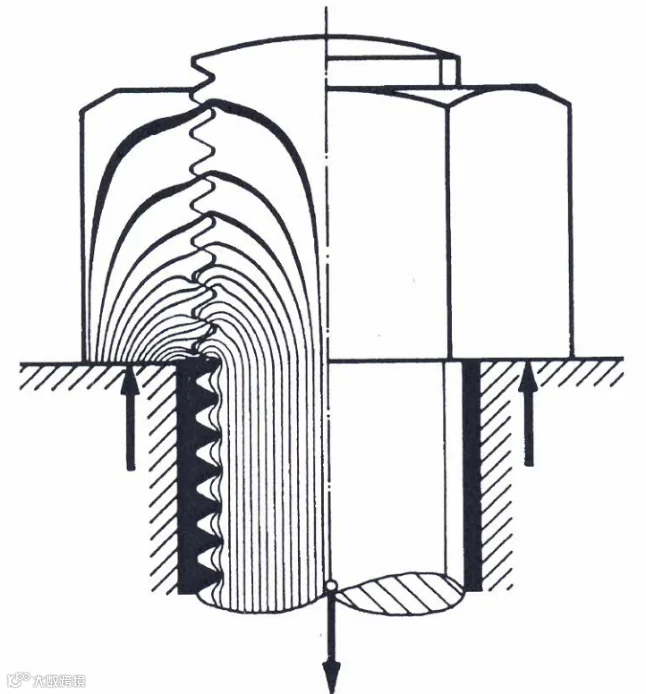
疲劳断裂总是发生在缺口效应最大的点。对于螺栓连接,最常见的危险部位是:
螺纹受力第一扣:该处不仅承受应力集中,还受到螺母支撑反作用力的叠加,应力状态最为复杂。
螺栓头下过渡区:尤其在承受弯曲载荷时,此处易成为疲劳源。
螺纹光杆过渡区:截面突变处同样存在应力集中。
疲劳强度折减
与无缺口的光滑试件相比,缺口的存在使材料的疲劳强度大幅下降。疲劳强度折减系数βk(无缺口试件疲劳极限与缺口试件疲劳极限之比)反映了这种削弱。βk越高,实际构件的疲劳耐久性越差。
螺栓的疲劳寿命受众多因素综合影响,包括材料、加工工艺、设计参数、表面处理、装配条件等。
材料特性
强度与韧性:在一定范围内,疲劳强度与材料抗拉强度呈线性正比关系。但随着缺口效应加剧,材料强度对疲劳强度的贡献减弱,尤其当冲击韧性较低时(如ak≈6),衰减最明显。
缺口对于承受静载荷来说,往往会增大承载能力。但是对于承受动载荷时候,其承受能力大大下降。
硬度、微观组织、清洁度:材料的均匀性和纯净度直接影响疲劳裂纹的萌生和扩展。
2. 加工工艺
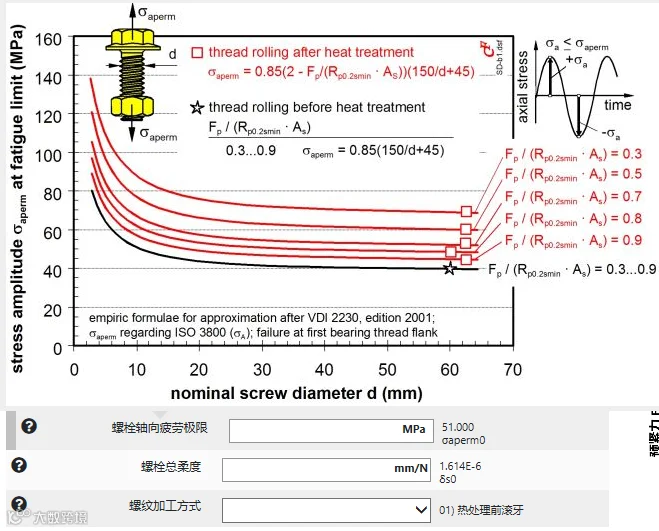
螺纹成型方法:滚丝(搓丝)螺纹比切削螺纹具有更高的疲劳强度。尤其是热处理后滚丝,可在表面形成残余压应力,显著提高耐久性。但需注意,若滚丝后进行达克罗等表面处理需要进行高温烘烤(例如达到约300℃的烘烤稳定),滚丝的强化效果会部分丧失,这样就起不到滚丝的方式提高螺栓的螺纹处疲劳强度。
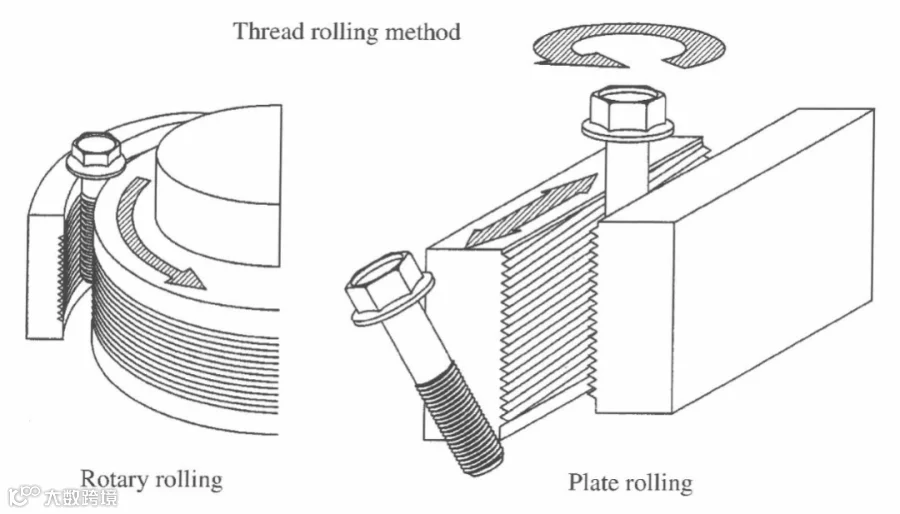
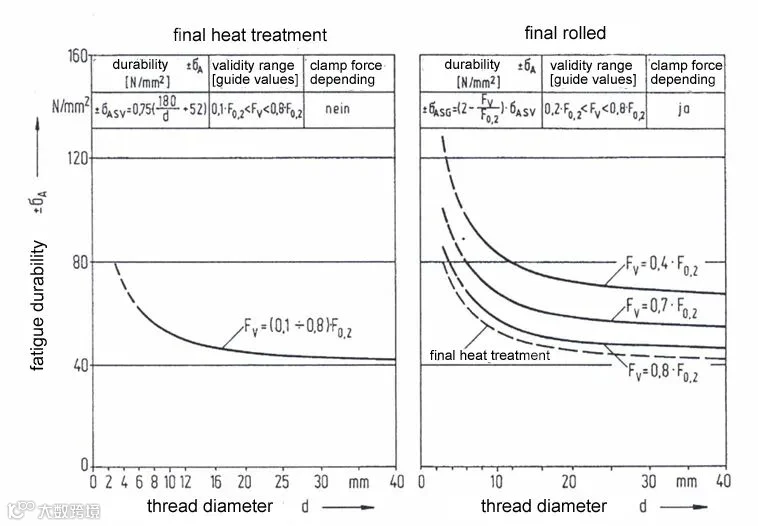
热处理:最终热处理(如调质)决定材料的最终性能。先热处理后滚丝通常比先滚丝后热处理获得更好的疲劳寿命。主要是在热处理滚丝,会在表面形成比较大的压应力,压应力对疲劳来说能够有改善作用。
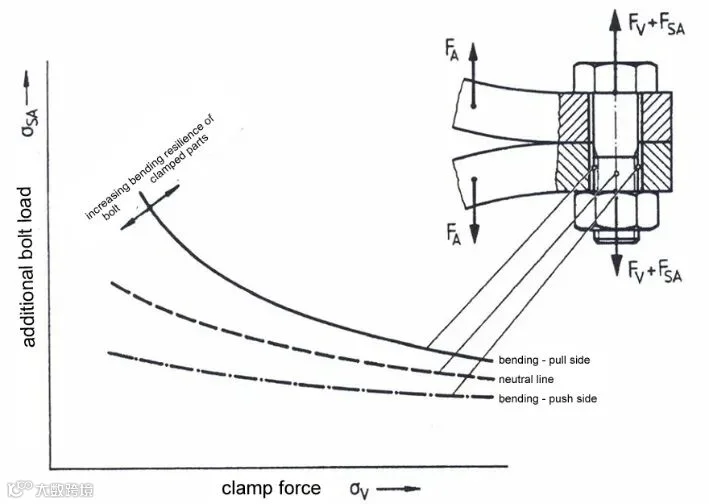
对于热处理后滚丝的螺栓螺纹处疲劳强度随着预紧力的增加,螺栓自身的疲劳强度是下降的,但是,为什么很多时候大家经验或实际都是采用比较高的预紧力来提高螺栓的疲劳强度,这主要是螺栓自身疲劳强度虽然有一定下降,但是,随着预紧力提高,被连接件的整体刚度在提高,这样连接后的整体收到外载荷后,应力幅值会下降,这个下降幅度会远远超过因为预紧力提高导致螺栓疲劳的下降,因此,预紧力提高对于螺栓连接的整体性能是有好处,能够提高螺栓连接的整体疲劳性能。注意是螺栓连接的整体疲劳性能,而不是说预紧力提高了能够提高螺栓自身的疲劳性能。
3. 几何设计
螺纹直径:疲劳寿命随螺纹直径增大而显著下降,呈近似双曲线关系。当直径达40mm后,尺寸效应趋于平缓。
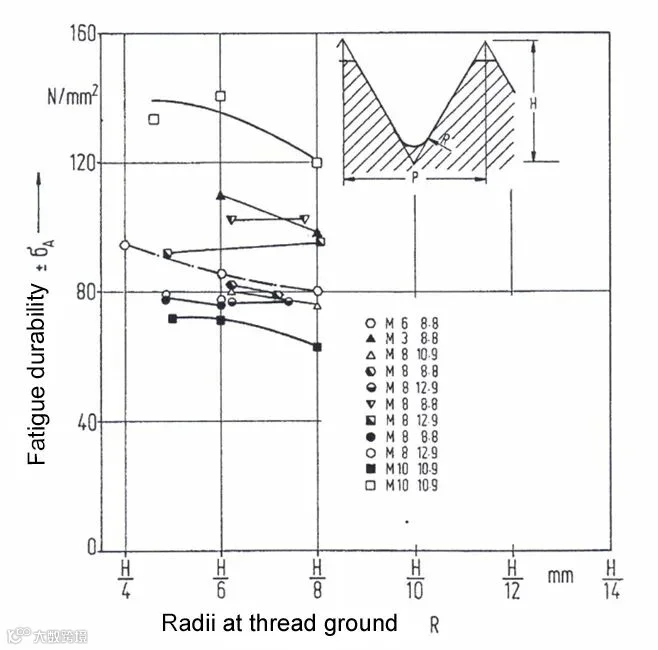
螺纹底部半径:增大牙底半径可减小缺口效应,同时增加芯部截面积,但过大会降低螺纹深度,影响弯曲弹性。优化半径能提高疲劳强度。
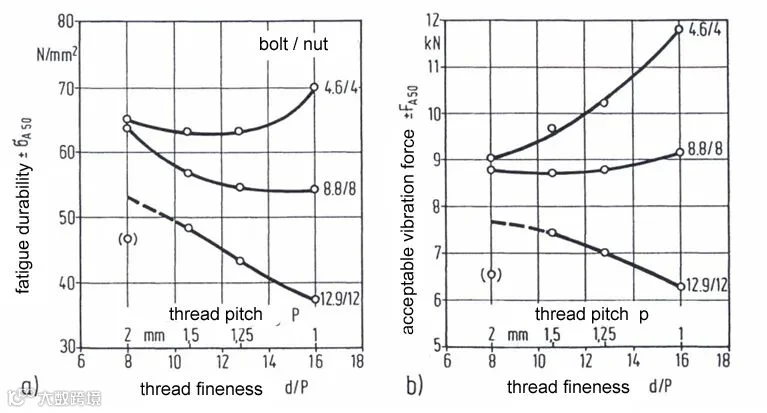
螺距:对高强度螺栓,细牙螺纹虽增大了承载截面,但缺口效应更突出,反而降低疲劳寿命。低强度螺栓则影响较小。这也就是说为什么VDI 2230标准中对于粗牙螺纹和细牙螺纹给出的螺栓疲劳强度没有差异的原因。实际上细牙螺纹的疲劳强度会稍微有下降的。
细牙螺纹因为截面积变大,能够承受更大的应力,但是因为更大的缺口效应,把这个不分最终抵消了,所以标准中粗牙和细牙螺纹疲劳都是按照一致的进行计算分析的。
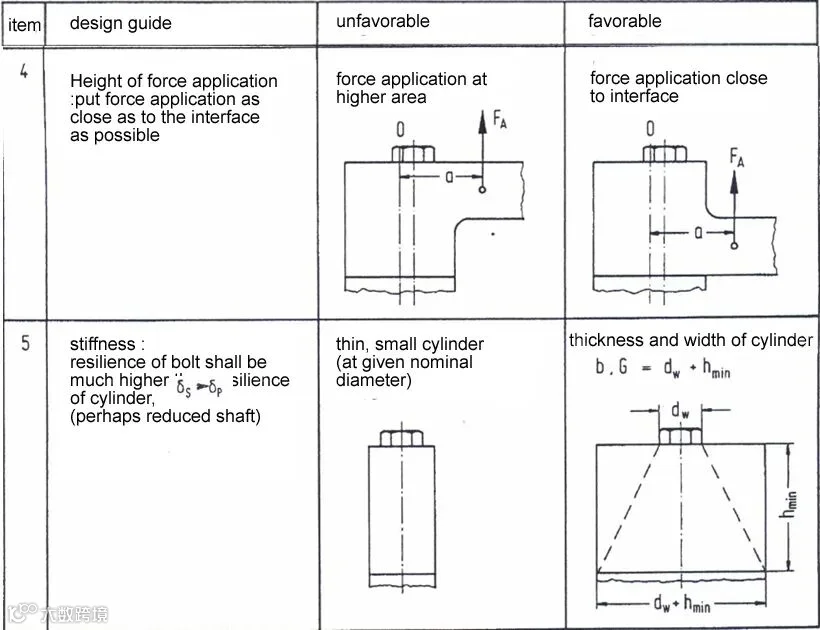
螺栓头下过渡:采用足够大的圆弧过渡或双倒角设计,可改善头下应力分布。深切处理可引入压应力,但需权衡加工成本和尺寸偏差。
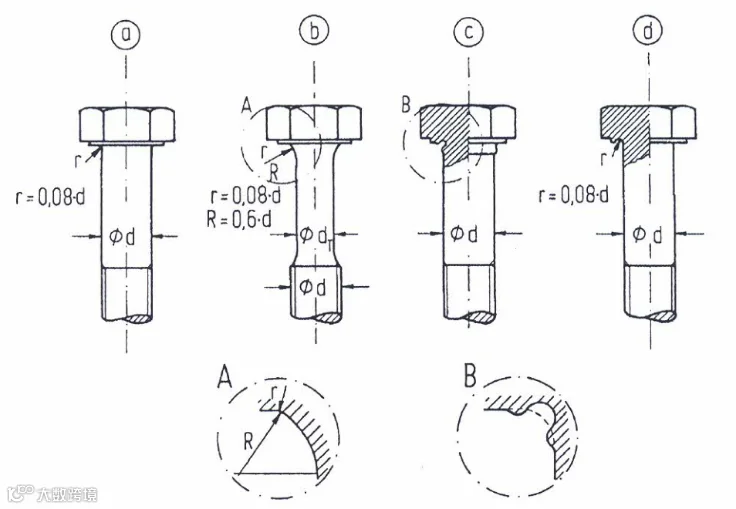
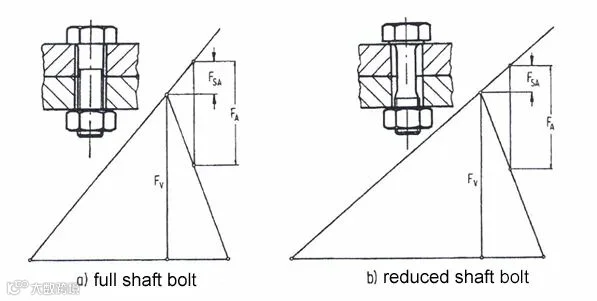
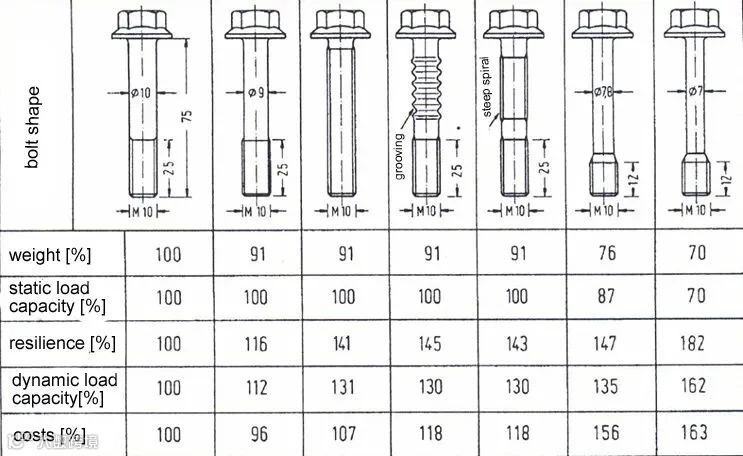
螺杆形状:腰状杆(减小杆部直径)能增加螺栓柔度,降低工作载荷幅,从而提高疲劳寿命。但过渡区必须平滑,避免新缺口。
4. 表面处理与涂层
热化学处理:渗氮、渗碳可在表层形成高硬度层,提高疲劳寿命。但表层较脆,若夹紧力过大导致螺纹根部屈服,可能引发渗层开裂。
防腐涂层:电镀锌对疲劳寿命影响较小,但热镀锌因形成脆性锌铁合金层,可能降低寿命达20%(热镀锌涂层厚,也影响尺寸,因此热镀锌标准认为会有30%的疲劳性能下降)。镍铬镀层因残余拉应力问题,不适用于高应力螺栓。
5. 螺纹配合与螺母设计
螺母高度:较高的螺母可使螺栓第一扣螺纹进入螺母内部,避开应力集中区,显著提高疲劳耐久性。
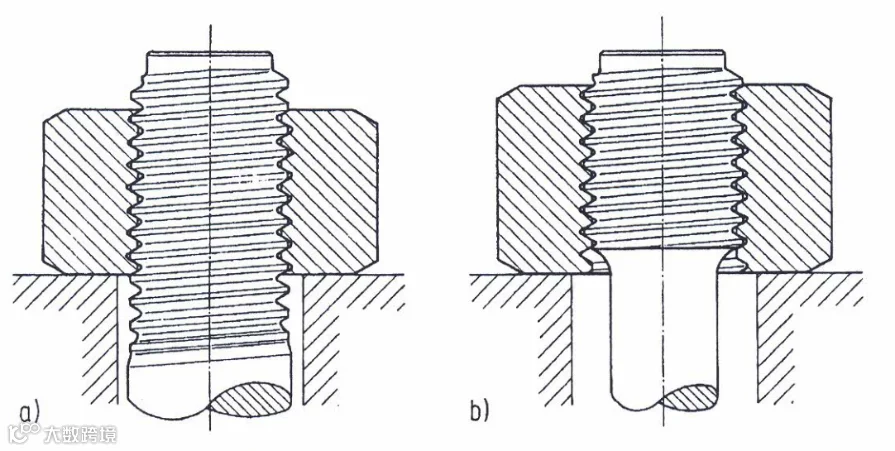
螺母材料:采用低弹性模量材料(如铝、钛)或强度低于螺栓的螺母(约2/3螺栓强度),可使螺纹载荷分布更均匀,缓解第一扣的应力集中。
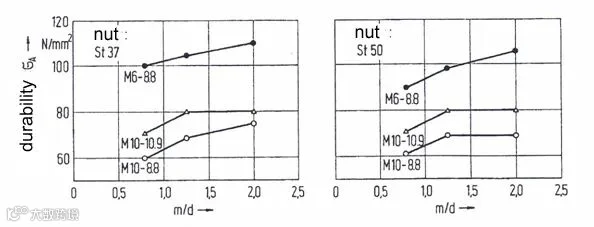
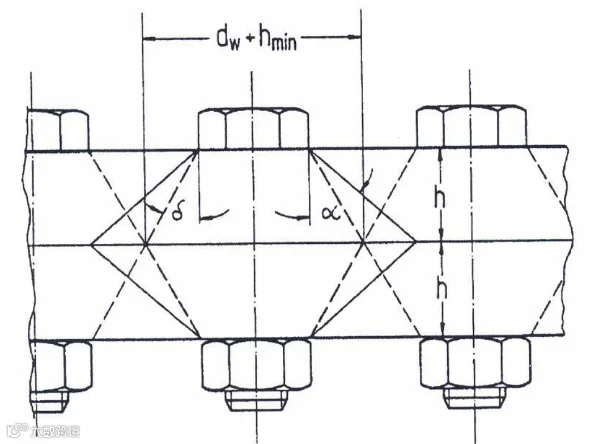
螺母厚度,从测试结果来看至少1.0d-1.5d的夹紧长度对于螺栓的疲劳还是有非常大的好处,从标准螺母的0.8d-1.2d厚度这部分螺栓的疲劳会提高较大。
螺纹精度:粗牙螺纹(如6g/6H)因牙型弹性弯曲能均化载荷,比细牙螺纹更有利。牙型角偏差在一定范围内(≤5°)影响不大,但MJ螺纹(航空螺纹)在特定条件下可提高30%疲劳寿命。
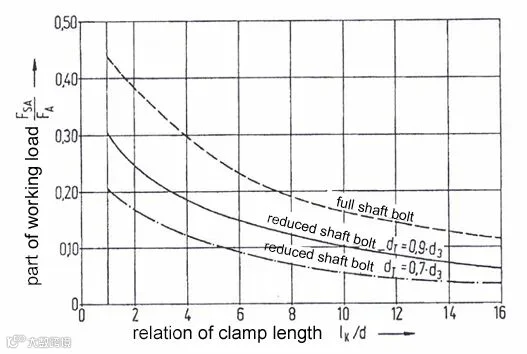
足够夹紧长度也能够提高疲劳耐久性,从这个试验结果曲线来看,螺栓夹紧长度4d以上,能够降低应力幅值的比例。这也就是为什么螺栓做疲劳试验时候夹紧长度要与实际设计一致,否则测试结果会可能偏离实际的结果。当然除了夹紧长度,螺栓杆部直径越细应力幅值也能够更大的降低
6. 装配与夹紧力
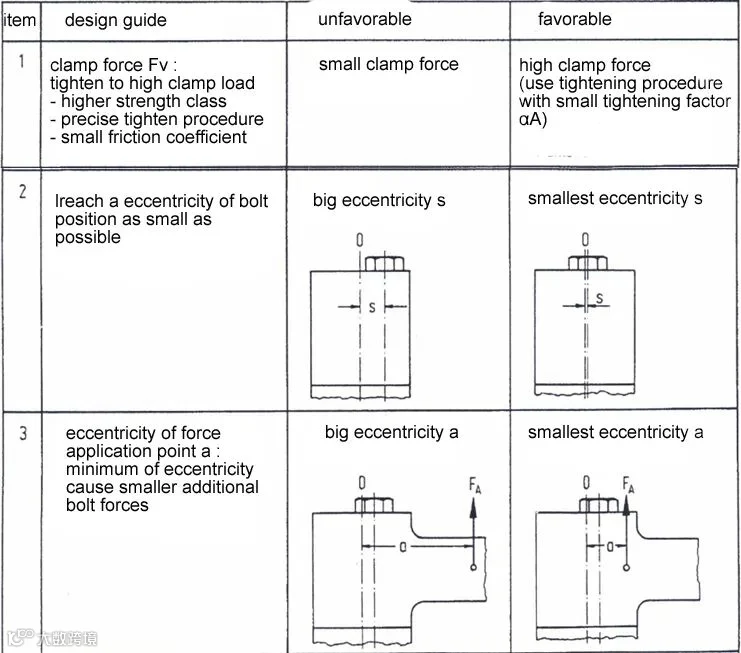
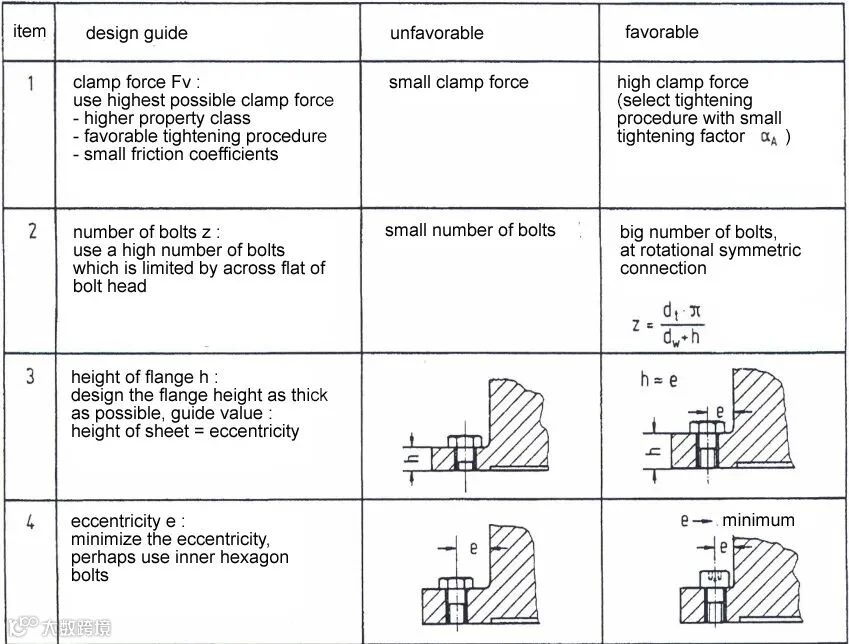
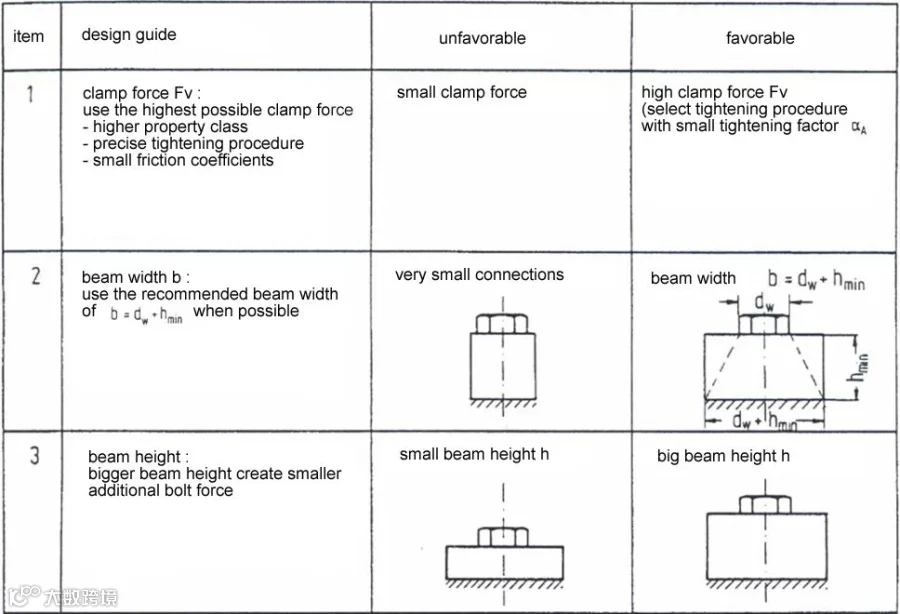
夹紧力大小:高夹紧力可降低螺栓承受的工作载荷幅,提高疲劳耐久性。但夹紧力过大可能超过材料屈服,需通过精确拧紧工艺(如转角法、屈服点法)控制。
载荷分布因子Φ:降低Φ值(即减小螺栓分担的工作载荷)是提高疲劳寿命的有效途径。可通过增加螺栓柔度(如减小杆径、加长螺栓)或减小被夹紧件柔度实现。
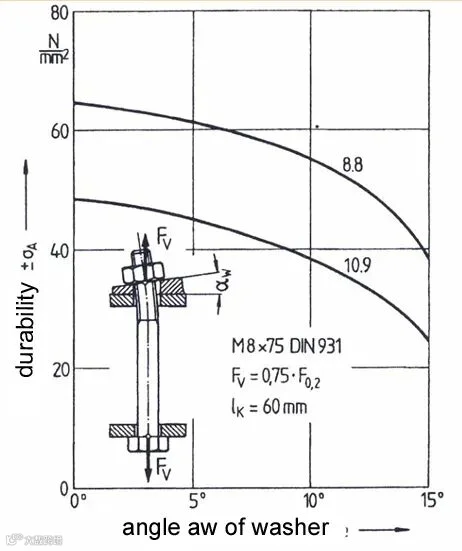
偏心载荷:载荷作用点偏离螺栓轴线会产生附加弯曲应力,严重降低疲劳寿命。应尽量减小偏心距,或采用高强度小尺寸螺栓分散载荷。
7. 环境因素
温度:高温会引发材料松弛,降低预紧力。材料性能也会有下降,整体来说疲劳性能也会有所降低。前面有过试验,温度不是特别高(例如300℃以下)的时候,测出的螺栓疲劳性能反而会有一定的提高。
腐蚀介质:腐蚀加速疲劳裂纹扩展,需配合合适的涂层或耐蚀材料。
综合以上分析,可从设计、工艺、装配三方面入手提升螺栓连接的疲劳耐久性。
1. 优化几何设计
增大螺纹牙底半径,减小缺口效应。
采用滚压工艺成型螺纹,并确保热处理后滚丝。
设计平滑的过渡区(头下、光杆处),避免尖角。
选用粗牙螺纹,或MJ螺纹(航空标准)。
适当减小螺杆直径(腰状杆),增加螺栓柔度。
2. 合理选择材料与热处理
高强度螺栓需匹配足够的韧性,避免脆断。例如能够用SCM435材料就不用ML40CR的材料等。
对承受高循环载荷的螺栓,可考虑表面强化处理(喷丸、渗氮)。
避免在滚丝后施加热镀锌等高温工艺。
3. 改进螺母及被连接件设计
使用较高螺母,增加夹紧长度,使第一扣螺纹避开危险区。
选用低弹性模量或强度略低的螺母材料,均化螺纹载荷。
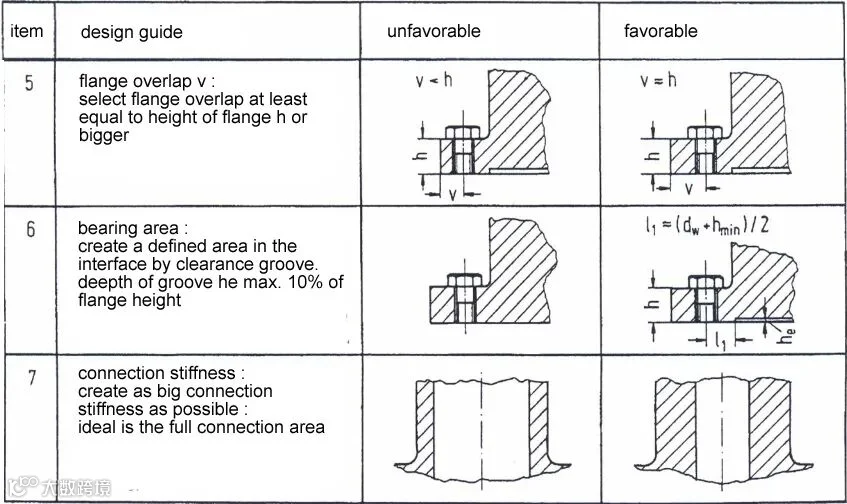
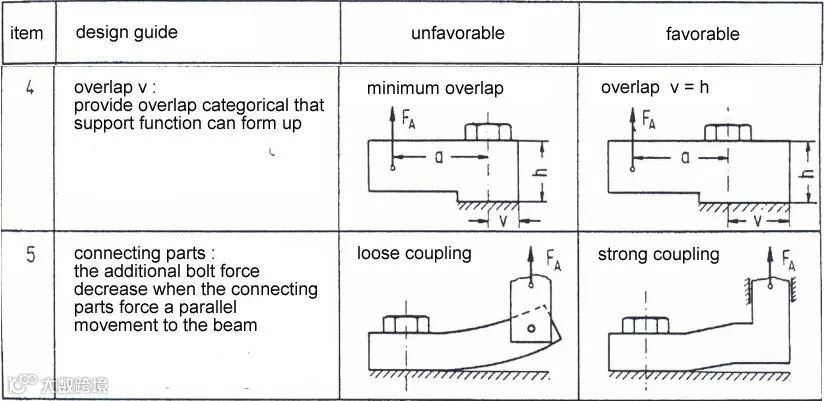
设计足够的法兰厚度和重叠量,减小偏心载荷。
增加被连接件刚度,减小螺栓附加载荷。
4. 精确控制装配
采用过弹性装配工艺(屈服点法、转角法),获得稳定高夹紧力。
控制摩擦系数,保证预紧力一致性。
对重要连接,进行残余扭矩检测和复拧。
5. 综合权衡
在实际应用中,需在重量、静载能力、弹性变形量、成本和动态承载能力之间寻找平衡。例如,采用更多小尺寸高强度螺栓可提高疲劳寿命,但成本相应增加。
螺栓疲劳测试可以通过zwick的螺栓高频疲劳试验机进行,节省电力成本,提高效率。

对于防松横向振动试验分析时候,也可以看出,如果螺栓的振幅设置的比较小,螺栓振动次数比较高,仍然没有松动,此处随着振动次数的增加,可能螺栓也会发生疲劳断裂。
当然疲劳性能是否能够满足要求,首先可以通过兹懋螺栓计算软件SD Pro来进行螺栓整体性能分析,确保应力幅值满足螺栓的疲劳强度。

螺栓疲劳断裂是一个复杂的多因素问题,其根源在于缺口处的应力集中。通过深入理解疲劳机理,合理选材、优化设计、精细加工和正确装配,可以显著提升螺栓连接的疲劳耐久性。最后,附上一份简明的设计指南,供工程师在设计中参考。
以下情况均可能导致螺栓疲劳失效或疲劳下降:
预紧力(拧紧扭矩)过低;
预紧力(拧紧扭矩)大大超出螺栓屈服
螺栓材料屈服过低
升温带来的螺栓松弛
环境振动导致的螺栓松动
高于疲劳极限的应力幅值加载;
为了降低疲劳失效概率, 螺栓连接设计需要被单独评估, 以下因素需要考虑:
确认所选择的螺栓强度和尺寸适用于工艺指导书上的扭矩值
螺栓材料的强度和韧性合适
使用合适的拧紧工具
使用滚丝代替车削螺纹
确保螺孔无锈蚀或者碎屑
通过使用更大更强的支撑结构,降低工作应力和振动;
在高振动情况下, 使用安全可靠的防松措施
检测螺栓的残余扭矩并对于松动的螺栓进行复拧
通过好的设计, 合适的安装和安装后的检测, 能够避免螺栓的疲劳失效
记住:好的设计、合适的安装和定期检测,是避免螺栓疲劳失效的三道防线。需要螺栓计算软件SD Pro,螺栓防松性能测试横向振动试验机,螺栓疲劳试验机等螺栓连接相关设计和试验验证的软件,硬件都可以与兹懋联系获取相关的方案。

兹懋助手
关于兹懋Zmart

兹懋Zmart是一家专注于引进德国先进紧固装配设计和测试验证技术的公司,致力于推动中国智能制造和设计的发展。我们提供紧固连接全生命周期的软硬件产品及服务,涵盖设计、验证、装配和质量控制的各个环节。公司与华测检测(CTI)合作,在上海设立了紧固连接实验中心,提供专业的测试和验证服务。同时,我们还设立了中德连接技术学院,提供紧固件专业培训及人员资质认证的核心课程。兹懋Zmart凭借专业的技术实力和丰富的行业经验,致力于成为中国智能制造领域的重要合作伙伴。