
俗话说“十年育树,百年育人”,“工欲擅其事,必先利其器”。在制造业的拧紧质量管理体系中,人员资质和工装设备正是两大核心支柱。它们如同鸟之双翼、车之两轮,缺一不可。
通过深入剖析人与拧紧设备的这两大要点,希望为大家在构建高效拧紧质量体系时提供实用启发,助力企业实现从“制造”到“智造”的飞跃。

21世纪是人才的战争,企业竞争的本质是人才竞争。新造车势力不惜重金招揽顶尖人才,而中国改革开放后的高速发展,也正是政策与人才双红利的结果。近年来,卡脖子技术不断被突破,正是人才力量的体现。还记得十几年前,国内汽车高强度紧固件大多依赖进口,国产件稳定性问题频出。记得某位紧固件企业创始人曾经聊起,当年还没有意识到螺栓摩擦系数的技术要求,产品国产化以后,完全没有对该项指标进行检查和要求,上线后出现频繁报警,影响产线运行,欲哭无泪,还好刚刚国产化,立即改用进口件装车,最终没有引起长时间停线的问题,这次事故印象深刻。但经过十多年发展,大部分紧固件已实现国产化,甚至在2021年底自主研发出了19.8级超高强度螺栓——这不仅是技术的突破,更是螺丝人的骄傲!这一切,都离不开紧固件领域人才的持续培养。
高质量的拧紧作业离不开“人”,人员是拧紧质量体系的核心环节。我们从三个方面构建人员体系,确保拧紧作业的精准与可靠。
1. 建立扁平化人员组织架构
对于规模较大的企业,建议采用扁平化的扭矩管理组织架构,确保职责清晰、反馈高效。关键岗位包括:
车间经理:全面领导车间工作,提供资源支持
扭矩组长/专家:处理疑难扭矩问题,负责培训和资质认定
操作工:执行拧紧装配任务
扭矩技术员:协调车间扭矩问题
维修技术员:负责拧紧设备维修与保养
设备计量员:执行设备计量与标定
动态/静态残余扭矩测试员:负责扭矩检测、记录与统计
返修操作工:处理不合格拧紧点返修
培训员:由扭矩组长兼任,负责人员培训与资质传递
工长/班长:协调工段扭矩问题
配合组织架构,还需建立问题反馈机制。例如,残余扭矩不合格需反馈给工长和扭矩技术员;设计问题由扭矩组长确认后反馈至开发部门。每个员工职责明确,问题反馈路径清晰,确保体系高效运行。
2. 建立人员资质获得体系
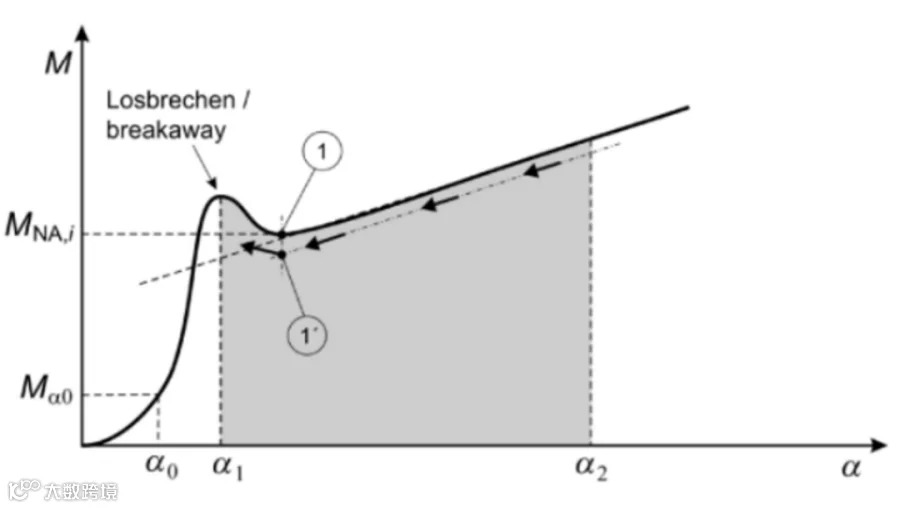
许多管理者认为拧螺丝是简单活,培训两三天即可上岗。但需知晓:要想保证批量生产的产品在生命周期内拧紧不失效,必须由具备专业资质的人员操作。例如,MNA1、MNA2残余扭矩测试需由第三方专业培训并考核,合格后颁发证书,既保证资质,也肯定员工能力。
人员资质获得流程包括:理论培训→试卷评价→实践培训→扭矩小组评定→颁发证书。此外,定期复训与考核至关重要,例如培训最新拧紧设备使用、技术变更点等,让员工与企业共同成长,与时俱进。
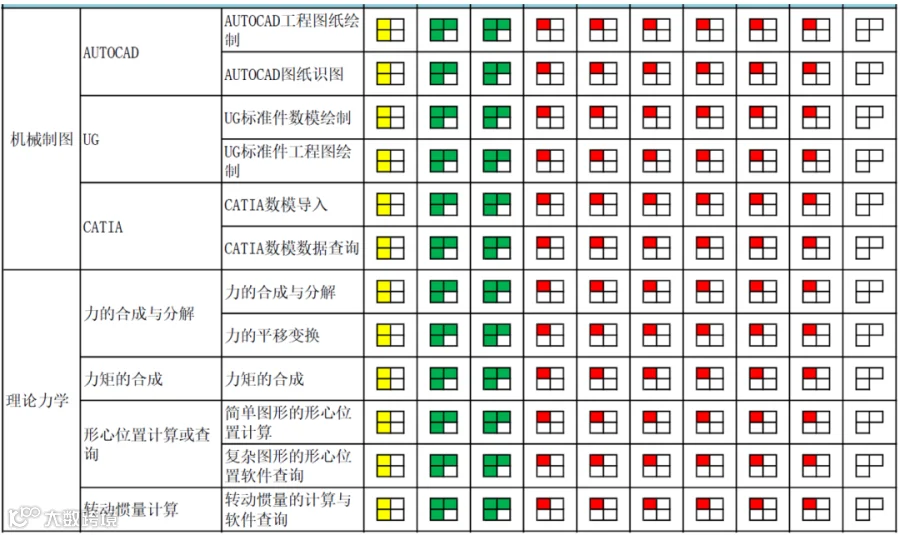
3. 建立人员能力矩阵
人员能力矩阵是质量体系管理的核心内容。管理者需明确拧紧工作所需岗位、专业知识及持证要求,并提供资源确保员工获得相应资质。下表是人员能力资质清单示例:

通过能力矩阵,相关工作可直接反馈给有资质人员,确保有序高效。无资质人员严禁操作关键岗位。
兹懋已经取得培训认证证书的德国标准进行拧紧相关的人员资质认证,可以对拧紧相关人员,如设计人员,工艺人员,质量人员,测试人员,甚至采购人员和管理人员进行与拧紧相关的知识体系培训和认证。


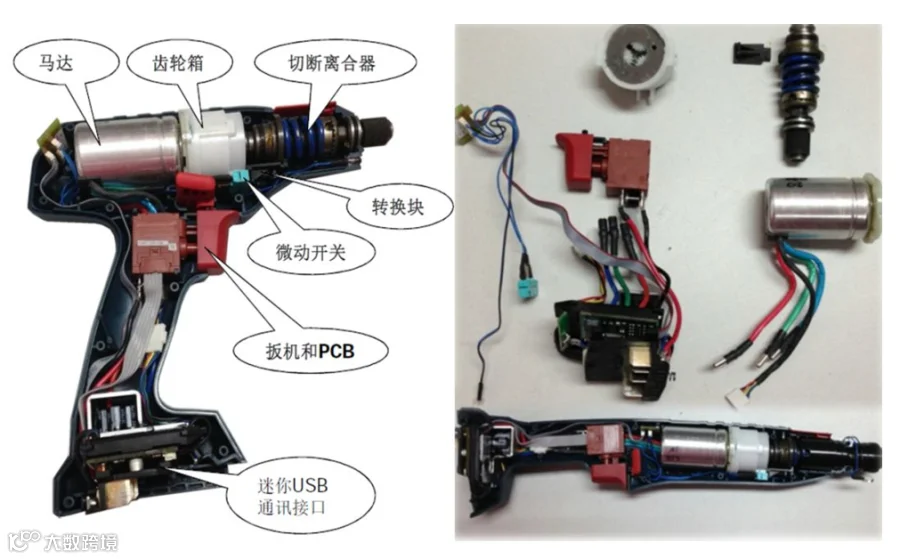
工装设备是拧紧质量体系的另一大支柱,包括拧紧设备、检验工具和标定工具。此次从三个要点展开,确保设备工装发挥最大效能。
1. 根据拧紧等级选择设备
选择拧紧设备前,需先确定拧紧点的等级。根据VDI/VDE2862标准,拧紧点分为三类:
KAT A:高安全要求,使用带监控系统的拧紧设备。
KAT B:中等安全要求,优先使用带监控设备,返工时可用扭矩扳手。
KAT C:低安全要求,使用不带监控设备。
设备选择需严格遵循等级要求,确保拧紧精度与安全。
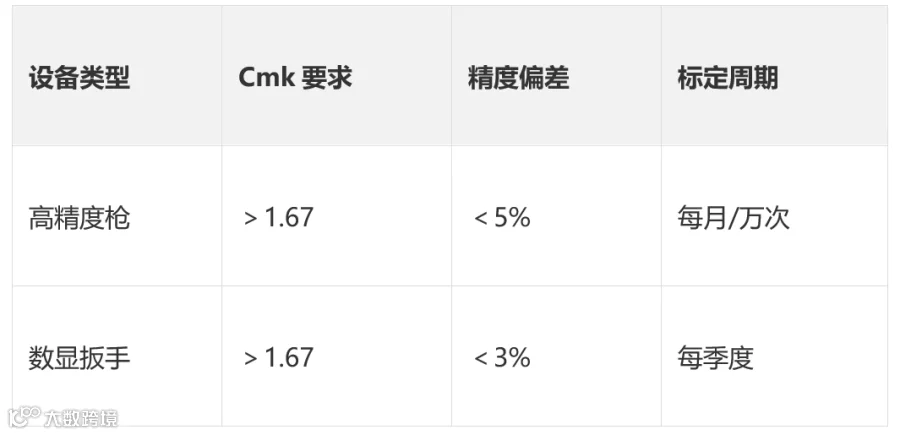
2. 拧紧设备的能力要求
设备能力测定(Cmk)是验收与评定的关键。拧紧设备的Cmk应大于1.67,特殊头拧紧枪Cmk大于1.0。精度要求:数显扳手偏差<3%,充电枪/气动枪偏差<10%。设备需定期按时间或使用次数标定,推荐使用量程为设备最大量程的20-80%。


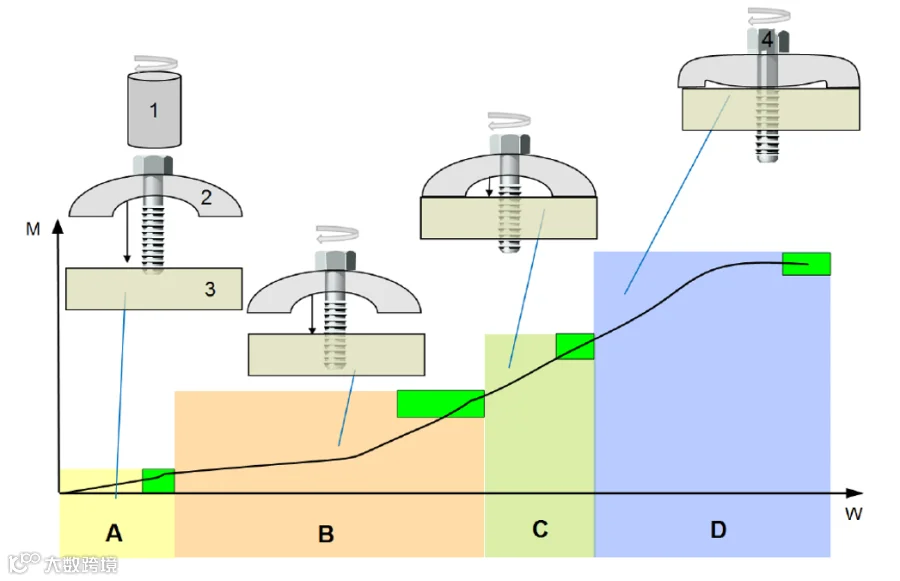
3. 扭矩和角度多级监控
高精度拧紧过程包括找帽、预紧和终紧。各阶段需设置扭矩和角度监控窗口:若目标值为扭矩,则监控角度;若目标值为角度,则监控扭矩。多级监控是高质量拧紧的保障,车间需通过清单记录各阶段数据,做好变更管理与临时窗口设置。根据往期经验,许多拧紧失效甚至召回事件,都源于监控窗口未有效设置,拧紧曲线未进行曲线识别,特别召回追溯往往都要通过拧紧曲线再对这部分时间段生产的车辆进行识别,找出最终要召回的车辆。

高质量的拧紧需要专业知识丰富的人员与体系完善的设备工装协同作用。人员与企业相互成就:员工为企业创造高质量产品,企业为员工提供成长平台与资源。
根据拧紧等级选择合适的设备,严格标定与多级监控,确保拧紧点质量万无一失。
我们分享的要点仅是体系建设的开端,强大体系的建立需持续学习与经验积累。希望在拧紧质量的道路上,以人才为引擎,以设备为利刃,共创制造业新辉煌!
欢迎联系我们,一起探讨紧固连接的奥秘!

Zmart CHINA
推荐阅读
关于兹懋Zmart

兹懋Zmart是一家专注于引进德国先进紧固装配设计和测试验证技术的公司,致力于推动中国智能制造和设计的发展。我们提供紧固连接全生命周期的软硬件产品及服务,涵盖设计、验证、装配和质量控制的各个环节。公司与华测检测(CTI)合作,在上海设立了紧固连接实验中心,提供专业的测试和验证服务。同时,我们还设立了中德连接技术学院,提供紧固件专业培训及人员资质认证的核心课程。兹懋Zmart凭借专业的技术实力和丰富的行业经验,致力于成为中国智能制造领域的重要合作伙伴。

兹懋Zmart
关注兹懋Zmart
获取更多行业资讯