
在之前的文章中,我们详细讲解了拧紧策略和控制方法。今天,我们将深入探讨拧紧设备与工具的选型要点——这也是确保拧紧质量的关键环节。
设备选型不仅关乎生产效率,更直接影响到产品质量和安全性。我们一起将从设备实现目的、设备构成、选型原则到实施要点,为您全面解析拧紧设备选型的核心要点。
1.1 拧紧的根本目的
装配过程中,我们的核心目标是通过拧紧螺栓,获得两个工件之间稳定可靠的夹紧力。在实际操作中,直接测量夹紧力较为困难,而拧紧扭矩则相对容易检测和控制。
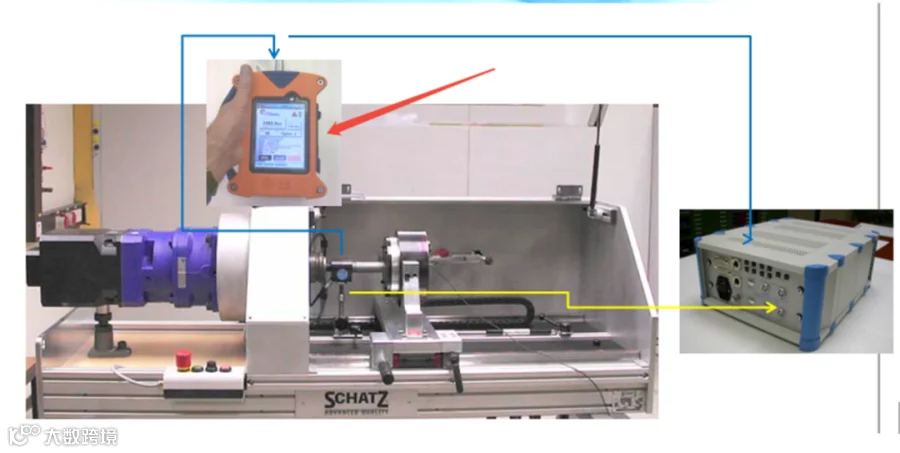
目前要想测量螺栓的预紧力,最简单方便的方法是用超声波进行螺栓轴力的测量,这往往也只是在实验室设计阶段使用,一般量产阶段较少采用直接测量螺栓轴力的方法进行装配。但也有例外,例如在空客,波音飞机的尾翼连接的关键受力部位,采用“懋哥”销售的I bolt智能超声波螺栓进行装配。

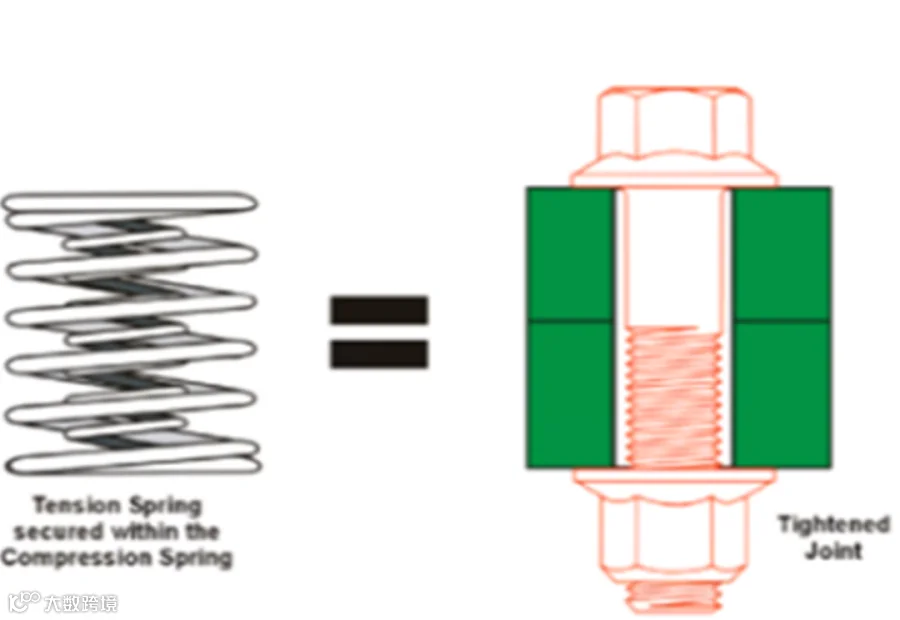
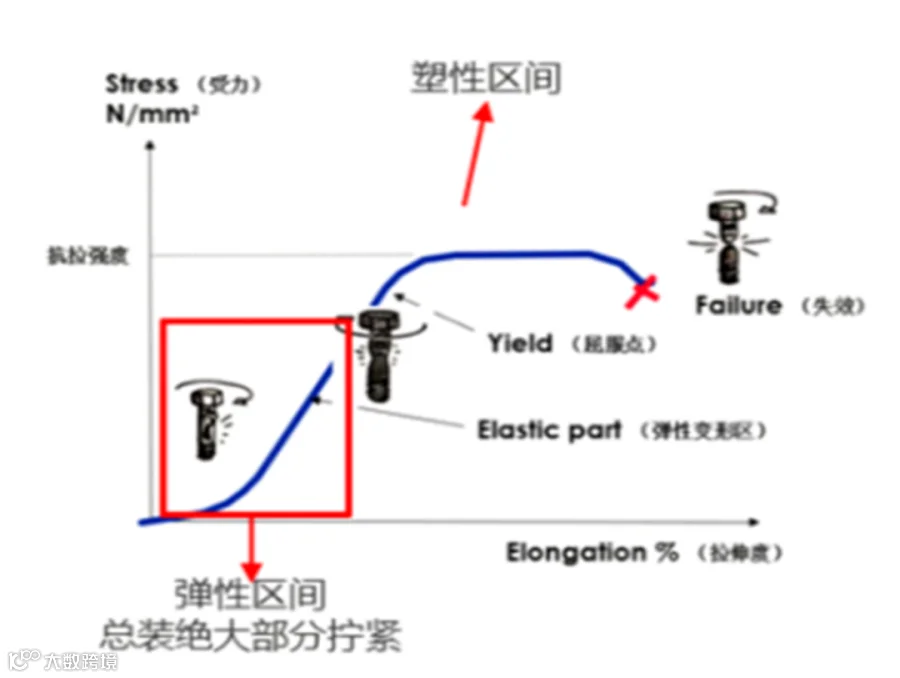
解读:拧紧过程可以理解为两个弹簧的相互作用——螺栓的拉伸变形和零件的压缩变形。在总装过程中,绝大多数拧紧操作都发生在螺栓的弹性变形区间内。
但是,在越是关键的连接部位,例如发动机的关键螺栓中,往往采用过屈服的拧紧,这能够提供螺栓的夹紧力,保持更加一致性的预紧力。有人问,这样会不会影响螺栓的疲劳,实际大量应用表明,提高预紧力往往对螺栓连接的整体性能有好处,虽然,单独对于螺栓自身来说确实预紧力(静载荷)越大,疲劳性能有一定下降,但是整体来说,预紧力越高,疲劳性能越好。大家对这方面感兴趣,兹懋可以单独写一篇文章来介绍,当然,兹懋公众号中也有相关疲劳性能的一些文章可以查阅。
1.2 夹紧力转化的"541原则"
在扭矩转化为夹紧力的过程中,遵循著名的"541原则":
50%的扭矩转化为螺栓头下的摩擦力(扭矩)
40%的扭矩转化为螺纹间的摩擦力(扭矩)
仅10%的扭矩转化为我们真正需要的夹紧力
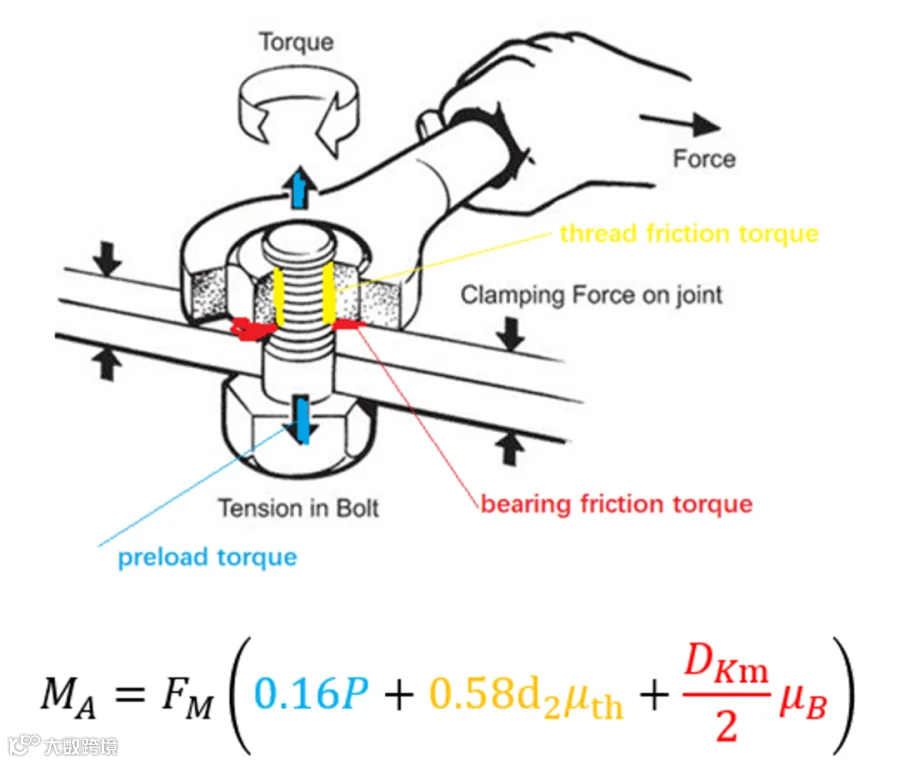
这意味着,虽然通过扭矩控制可以达到预期的夹紧力,但最终的偏差与工具精度和摩擦系数密切相关。
2.1 基于产品特性的工具选择
当前国内拧紧主要参考两种标准:德系大众标准(同VDI 2862),美系通用标准(又称QCOS标准,目前很多关于QCOS拧紧质量控制的论文)。
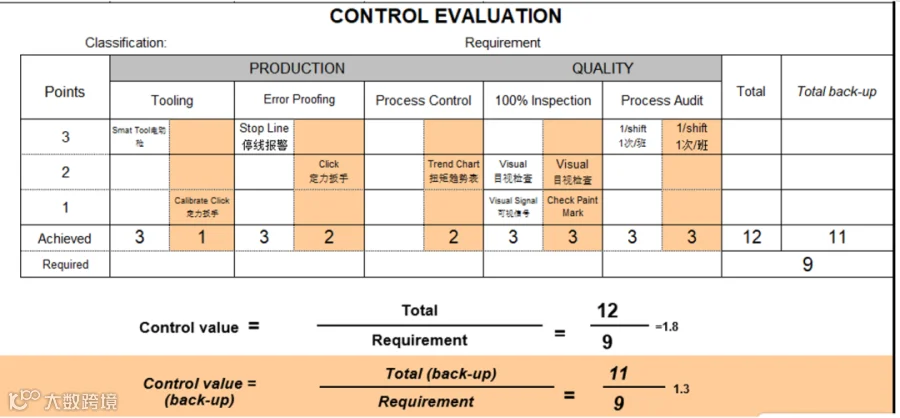
本文以QCOS标准为例探讨:该标准对拧紧等级分为PC1,PC2,PS1,PS2,std,也有资料介绍分为PS1/PS2/PF1/PF2/std care等级。
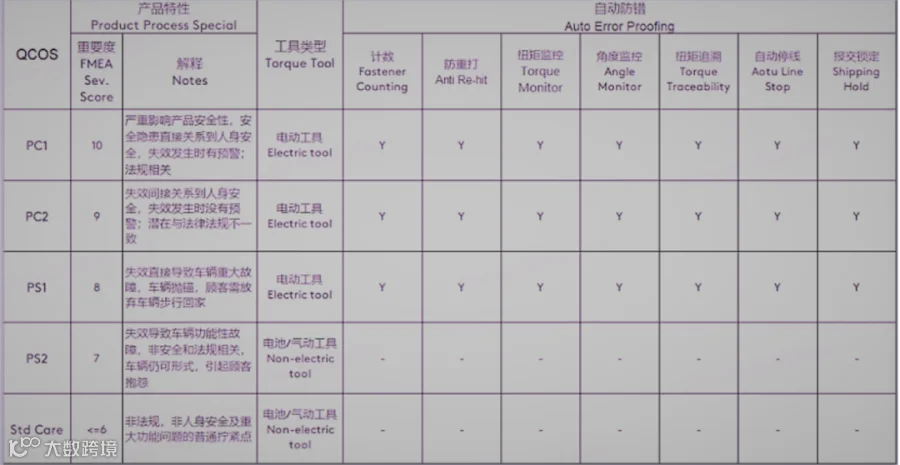
根据不同的拧紧等级和要求,选择合适的工具至关重要:
PC1、PC2、PS1拧紧点:采用电动工具,满足计数、扭矩监控、质量追溯等要求
PS2、Std Care拧紧点:采用电池工具
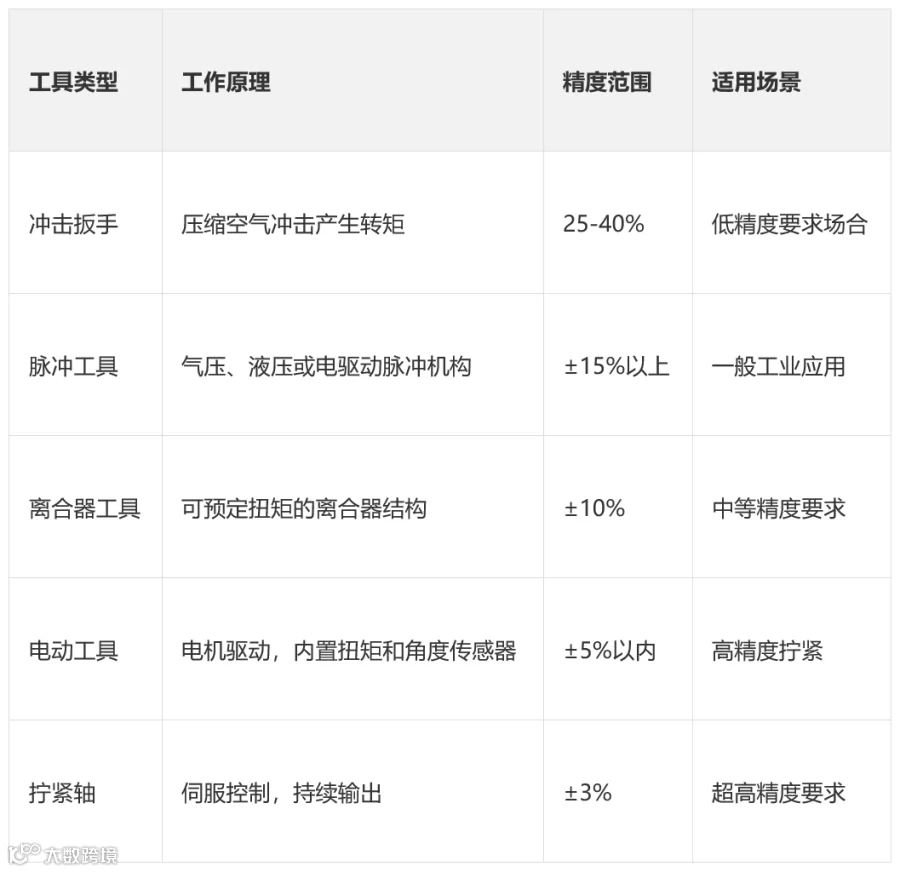
2.2 不同工具的性能对比
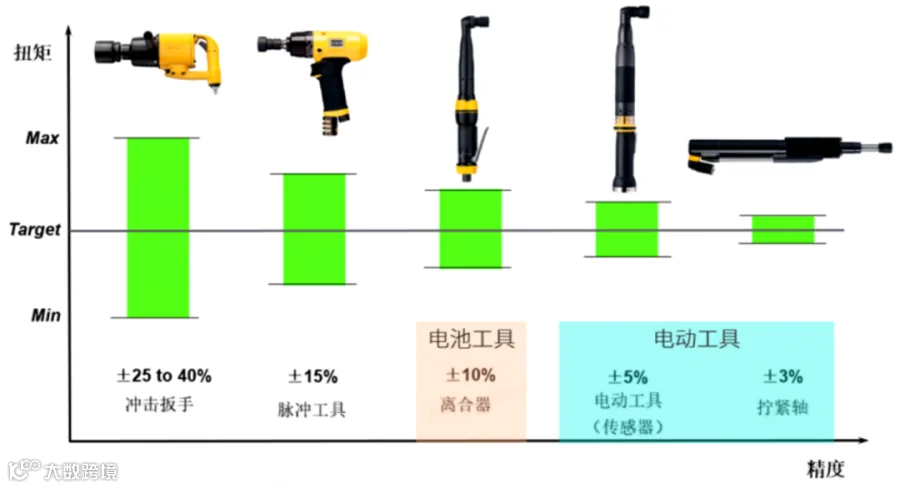
一般汽车行业主要以电动工具,电池工具等旋转工具为主,也有一些企业采用气动工具预拧紧,最终采用咔哒扳手终拧紧。

3.1 电动工具核心组成
完整的电动工具系统包括:
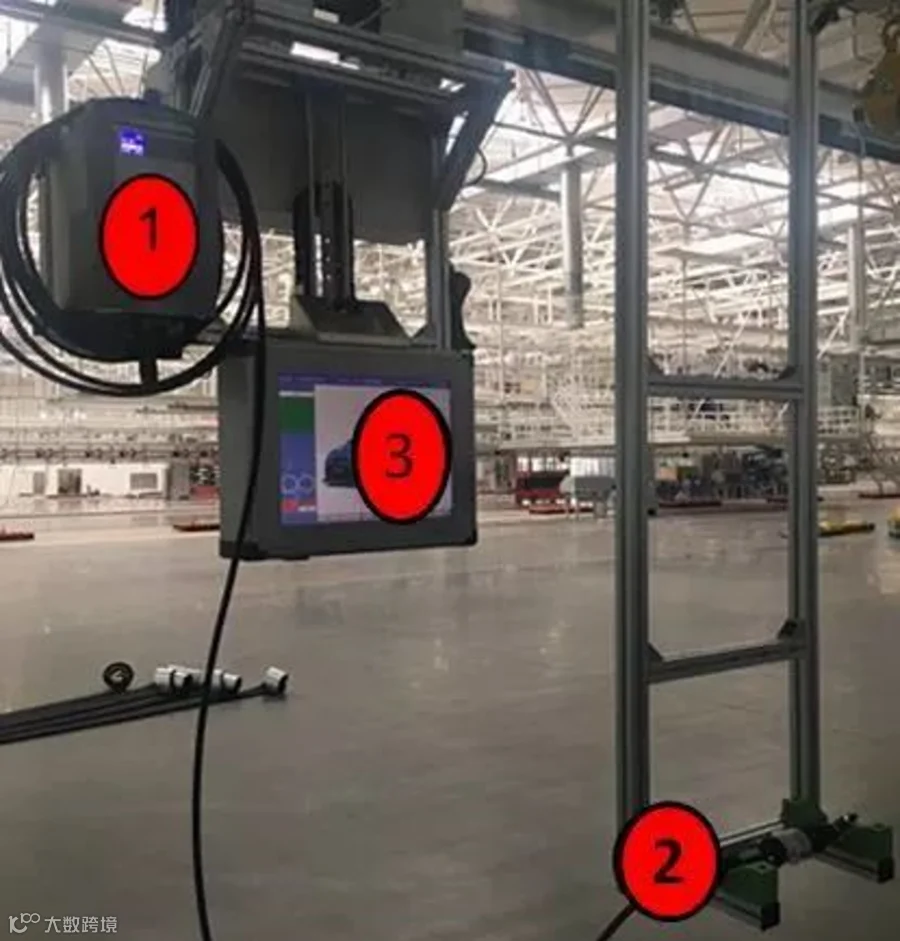
控制器:系统大脑,控制整个拧紧过程
接口管理模块:接口和管理模块
电缆/电池:动力来源
电枪:执行机构
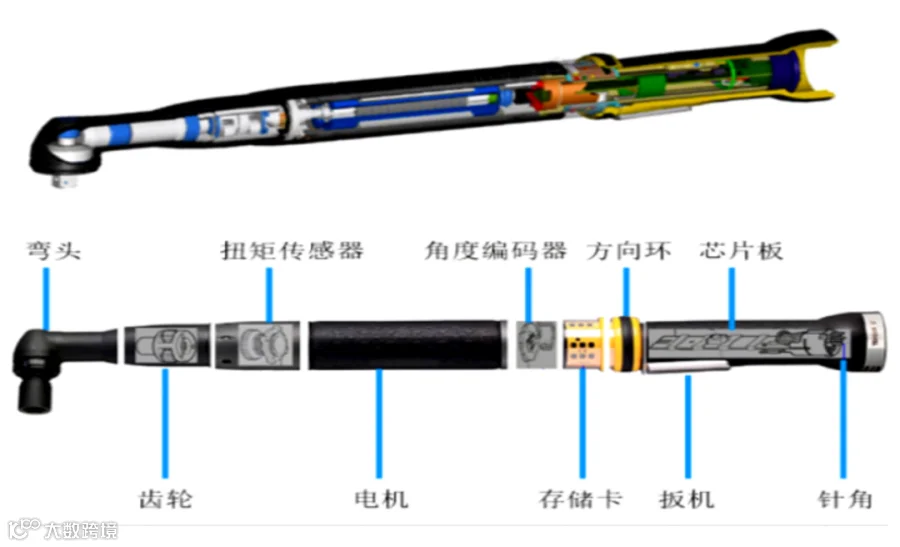
3.2 电枪内部结构解析
电枪作为核心执行部件,包含:直头/弯头(含伞齿)、齿轮组、扭矩传感器、电机、角度编码器、存储卡、方向环、扳机、主板等重要组件。
对于发动机要求比较高的场合,或者按照VDI 2862标准,对于A级拧紧枪要具备冗余结构或传感器,也就是说要具备双传感器配置。
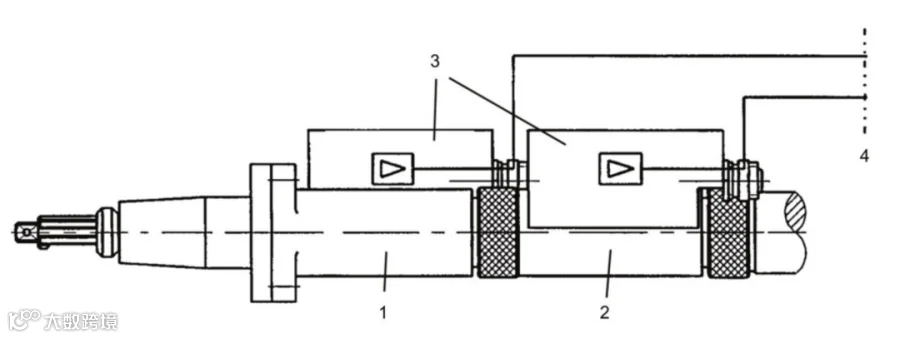
传感器都放置于更靠近拧紧头,这样精度,磨损对扭矩影响更小,从而这种工具的校准周期也可以间隔更长一些。

部分要求为冗余结构,要求双扭矩传感器;
≤10Nm优选无线直头手枪式电池枪,单手操作,更加便利。
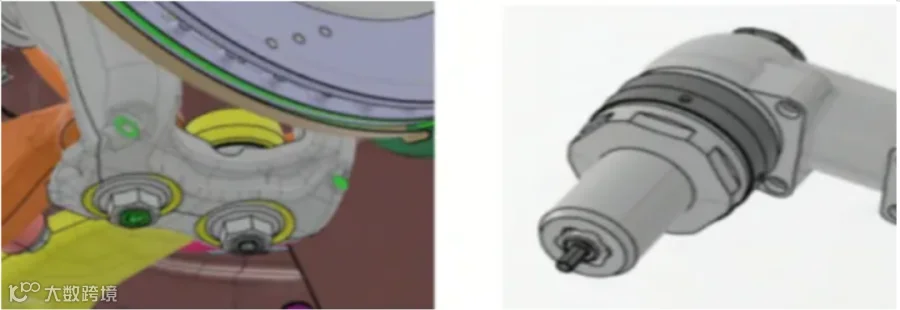
手工拧紧(采用人工作为反作用力臂支撑)一般选用弯头拧紧枪,可以采用更高的扭矩,例如可达100Nm。
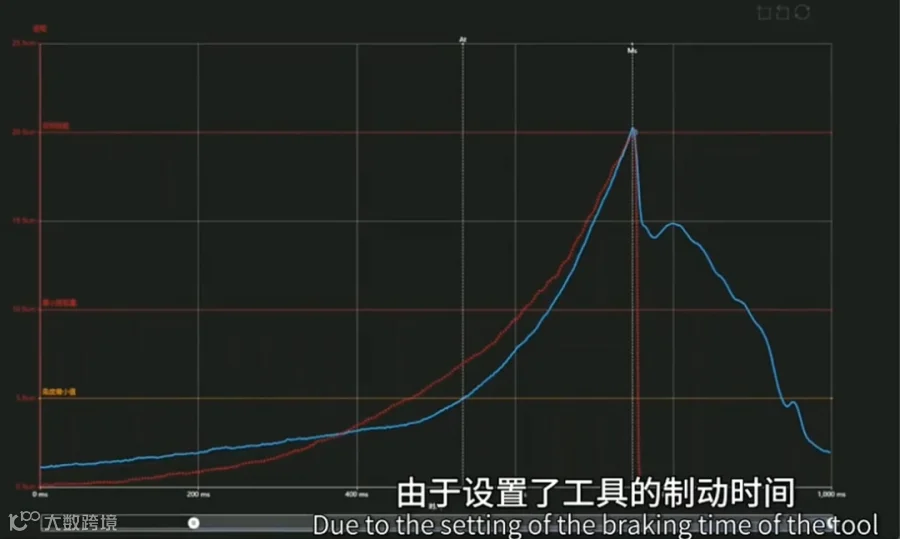
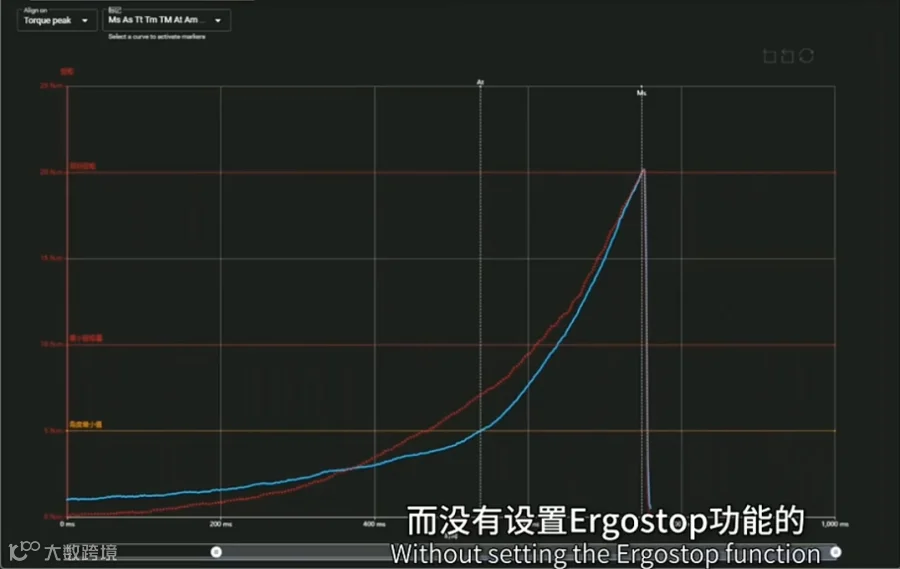
在拧紧完成后,人工作为反作用力臂支撑,往往会有急停的风险,目前有些工具厂家,例如马头动力工具采用了设置拧紧完成后的制动时间,能够缓慢降低停止扭矩,减轻急停,反扭带来的影响。
特殊头选型策略
Crowfoot选型原则

基础头/弯头:闭合和开放两种设计,精度等级≤±10%或±15%
直头:2级齿轮组,扭矩范围5-150Nm
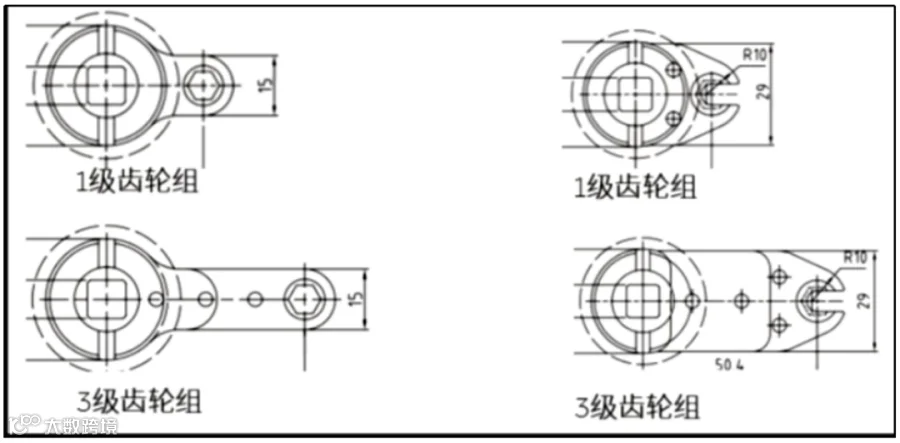
齿轮组:1/3级不等
内止外动:弯头拧紧枪,可以选用内止外动的形式,但是,这种拧紧批头太细很容易出现拧断可能性,需要注意不能太小规格的设计。
优选建议:空间满足时优先选择1级齿轮组,闭口1级传递效率更高,效率最高达80%
5.1 标定关键场景
新工具投入使用前
工艺参数修改前
工具维修保养后
工具拆除移位后
拧紧工具标定采用兹懋certest扭矩小车设备。可以带机械臂,直接不需要拆卸拧紧轴进行现场标准。

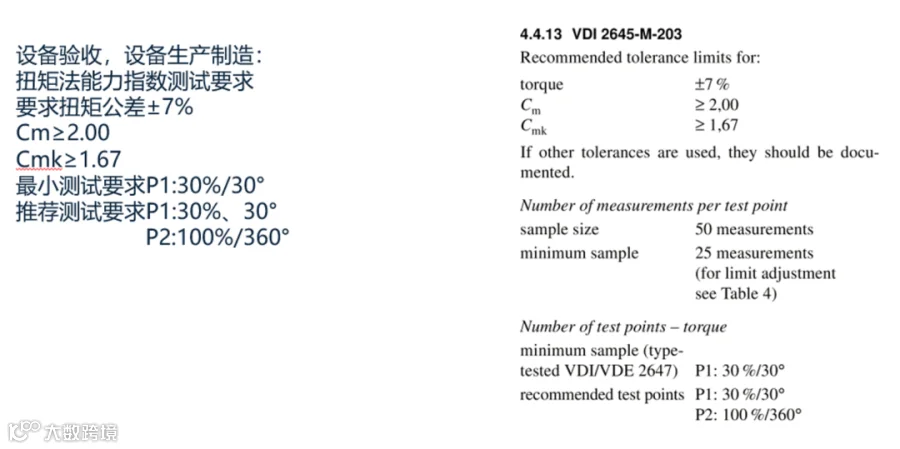
5.2 标定合格标准
需注意扁平头检测发现,没有安装扁平头Cm/Cmk都能满足要求,安装扁平头以后就很大可能达不到这个要求。
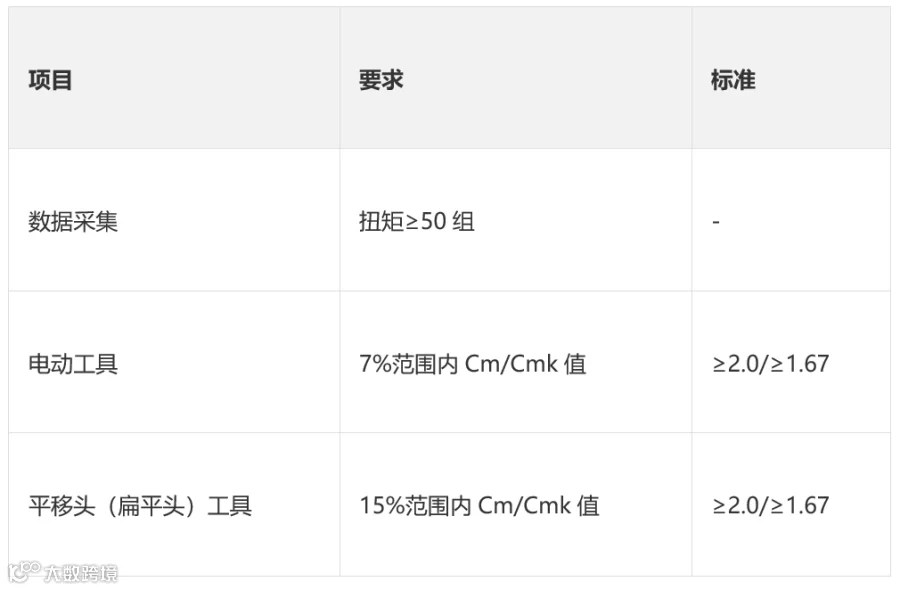
5.3 标定频次要求
电动工具:单班每6个月,双班每3个月
带扁平头特殊头:每月1次
也可以根据公司生产产量进行调整,上述仅供参考。
通过以上系统性的介绍,相信对拧紧设备的选型有了更深入的理解。当前各主机厂基于建厂时间、成本控制要求的不同,在拧紧设备选型上呈现多样化特点。
随着国产设备的快速崛起,拧紧设备制造工艺日趋成熟。未来的发展方向将不再局限于个别先进拧紧枪或设备的技术优势,而是转向完整的拧紧系统控制体系和解决方案的研发投入。
拧紧工具的可靠性是基础,更重要的是建立完善的管理体系,结合工厂运营模式与过程控制要求,采用系统化、数字化的解决方案。通过硬件和软件的协同开发,实现拧紧智能化管理。
拧紧工具标定采用兹懋certest扭矩小车设备。可以带机械臂,直接不需要拆卸拧紧轴进行现场标准。
期待更多国产自主的拧紧方案和配套装备进入工厂,提供国际领先的拧紧服务与技术,让制造更简单、更智能!如果需要兹懋拧紧校准小车或交流可以联系小编。

关于兹懋Zmart

兹懋Zmart是一家专注于引进德国先进紧固装配设计和测试验证技术的公司,致力于推动中国智能制造和设计的发展。我们提供紧固连接全生命周期的软硬件产品及服务,涵盖设计、验证、装配和质量控制的各个环节。公司与华测检测(CTI)合作,在上海设立了紧固连接实验中心,提供专业的测试和验证服务。同时,我们还设立了中德连接技术学院,提供紧固件专业培训及人员资质认证的核心课程。兹懋Zmart凭借专业的技术实力和丰富的行业经验,致力于成为中国智能制造领域的重要合作伙伴。
兹懋Zmart
关注兹懋Zmart
获取更多行业资讯