摘要
介绍
结果
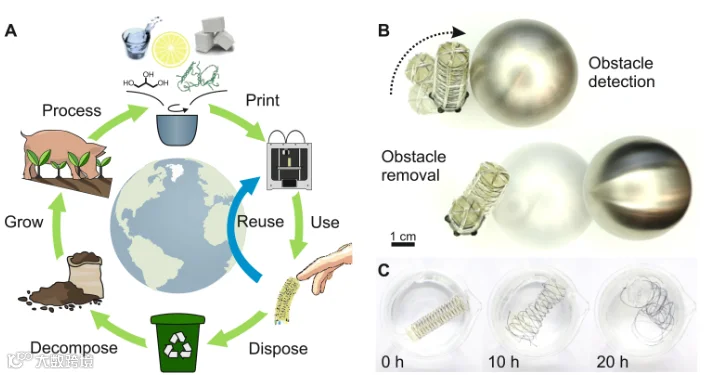
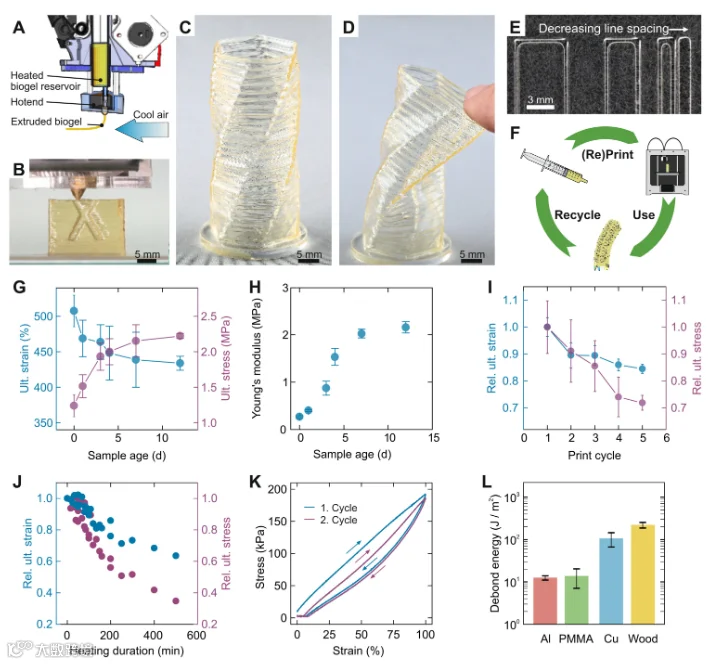
生物凝胶墨水的3D打印
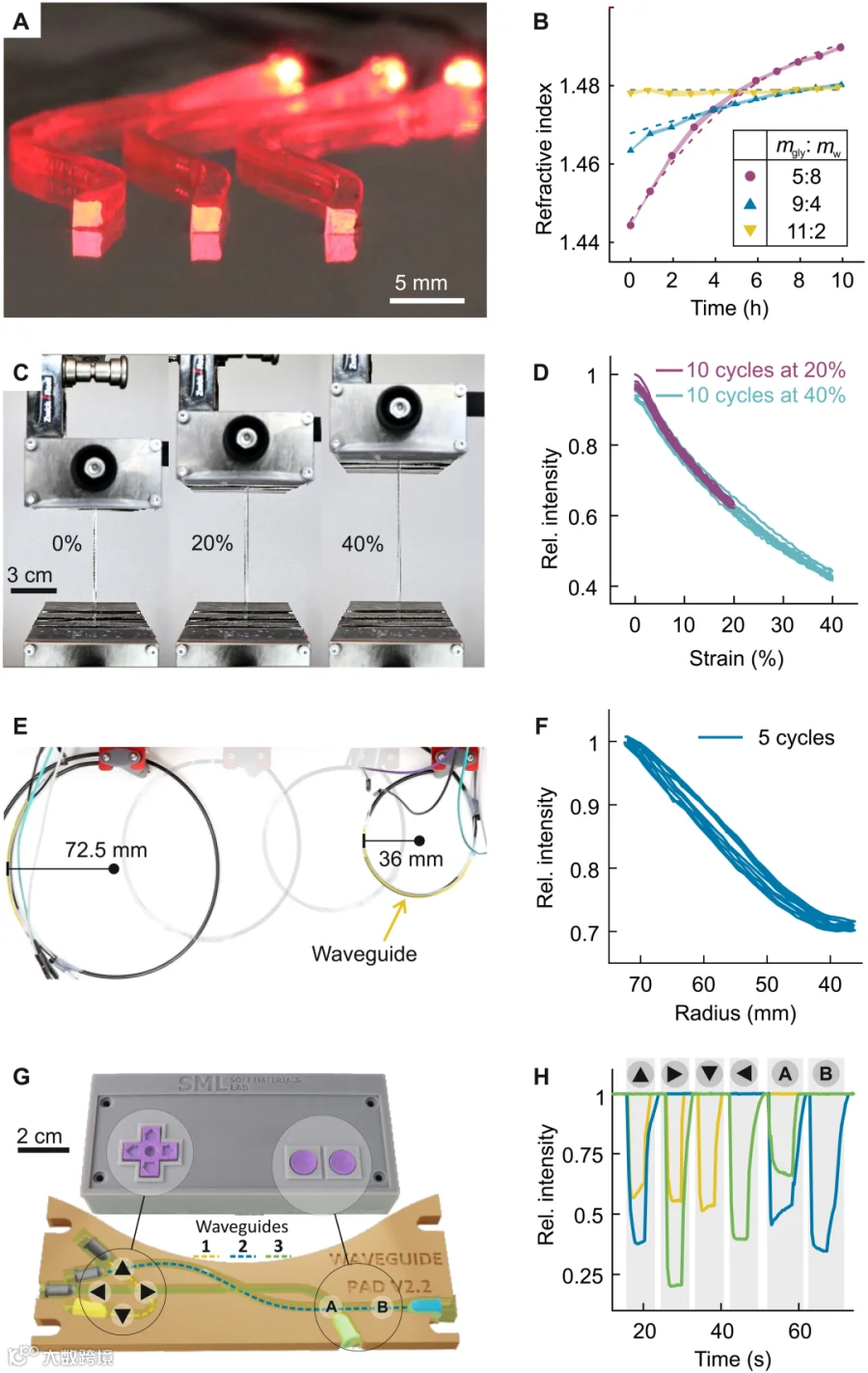
印刷可拉伸波导传感器
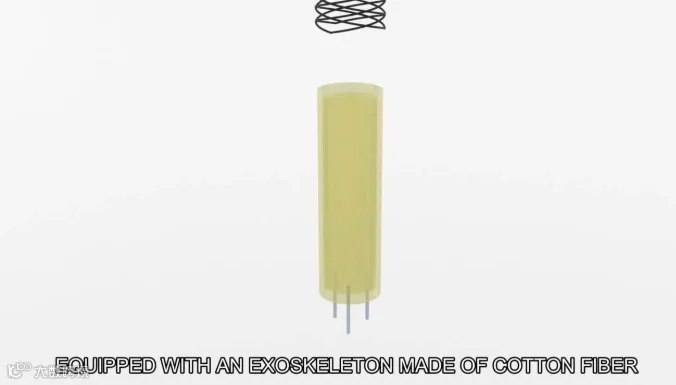
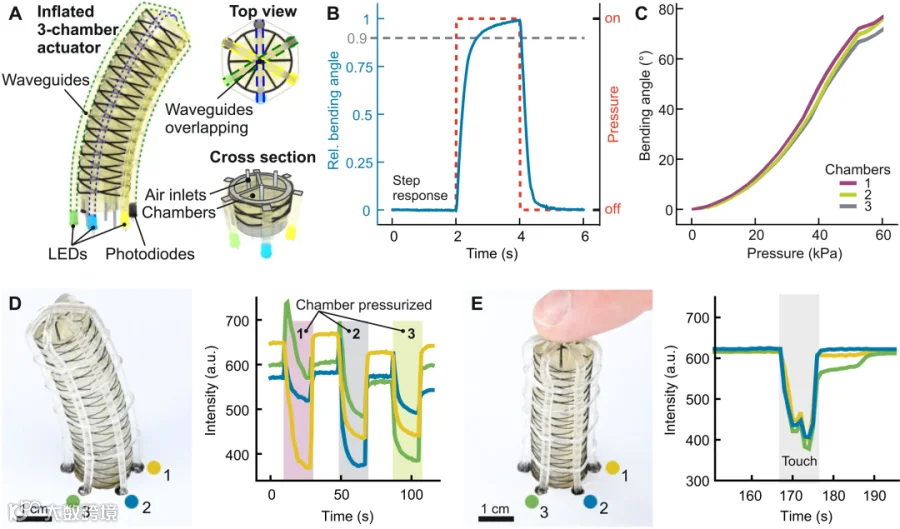
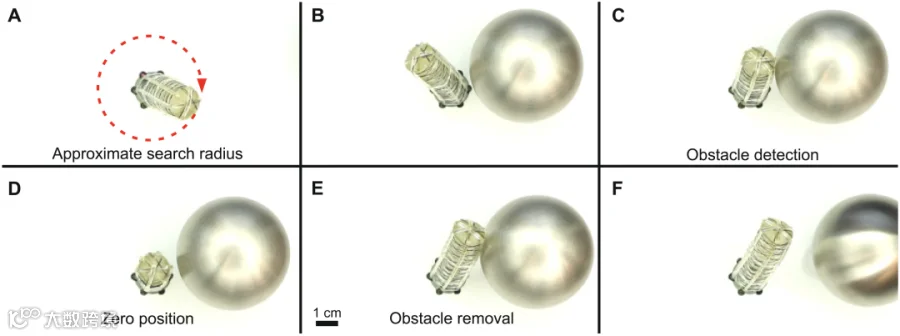
3D打印全向致动器
讨论
材料和方法
材料
生物凝胶油墨的印刷
机械特性
光学特性
波导和波导控制器
气动致动器的制造和控制
执行器特性
统计数字
论文:
https://www.science.org/doi/10.1126/scirobotics.abk2119
 八斗智造
八斗智造
论文:
https://www.science.org/doi/10.1126/scirobotics.abk2119