
锂离子电池生产制造过程中,有三个非常关键部分必须严格控制:一是粉尘;二是金属颗粒;三是水分。粉尘和金属颗粒未控制好,会容易导致电池内部短路,发生起火爆炸的安全事故;而水分若未能有效控制,也同样会对电池性能造成较大危害、导致严重的质量事故!所以对于制程过程中极片、隔膜、电解液等主材的水含量控制,非常关键,不可有丝毫放松,必须常抓不懈!
本文将从水分对锂电池的危害、锂电池生产过程中水分的来源、锂电池生产过程中水分的控制三个方面来具体说明。

/ 水分对锂电池的危害 /
电池鼓胀、漏液
锂离子电池中水分含量如果过多,会与电解液当中的锂盐发生化学反应,生成HF:
H2O+LiPF6→POF3+LiF+2HF
氢氟酸(HF)是一种腐蚀性很强的酸,对电池性能的破坏性很强:HF会腐蚀电池内部的金属零件、电池外壳、封口,进而使电池最终出现破口、漏液。HF会破坏电池内部的SEI膜(固体电解质界面,英文为:Solid-Electrolyte-Interface),会与SEI膜主要成分发生反应:
ROCO2Li+HF→ROCO2H+LiF
Li2CO3+2HF→H2CO3+2LiF
最后,在电池内部产生LiF沉淀,使锂离子在电池负极片发生不可逆转的化学反应,消耗活性锂离子,电池的能量就减少了。当水分足够多时,产生的气体多,电池内部的压力就会变大,从而引起电池受力变形,出现电池鼓胀、漏液、泄压等危险。市场上手机或数码电子产品使用过程中遇到的电池鼓胀、撑开机盖的情形,多数都是因锂电池内部水分高、产气鼓胀造成。
电池内阻增大
电池内阻是电池的最为重要的性能参数之一,是衡量离子和电子在电池内部传输的难易程度的主要标志,直接影响到电池的循环寿命和运行状态;内阻越小,电池放电时所占用的电压越少,输出的能量越多。当水含量增加,会在电池SEI膜表面产生POF3和LiF沉淀,破坏SEI膜的致密性和均匀性,导致电池的内阻逐渐增加变大,电池的放电容量不断降低。
循环寿命缩短
含量过大,破坏了电池的SEI膜,内阻逐渐升高,电池的放电容量越来越小,每次充满电后电池的使用时间也越来越短,电池能够正常使用的充放次数(循环)也自然就会变少,电池的使用时间(寿命)也就会缩短。
/ 水分对锂电池的危害 /
锂电池的生产工艺流程基本如下所示:
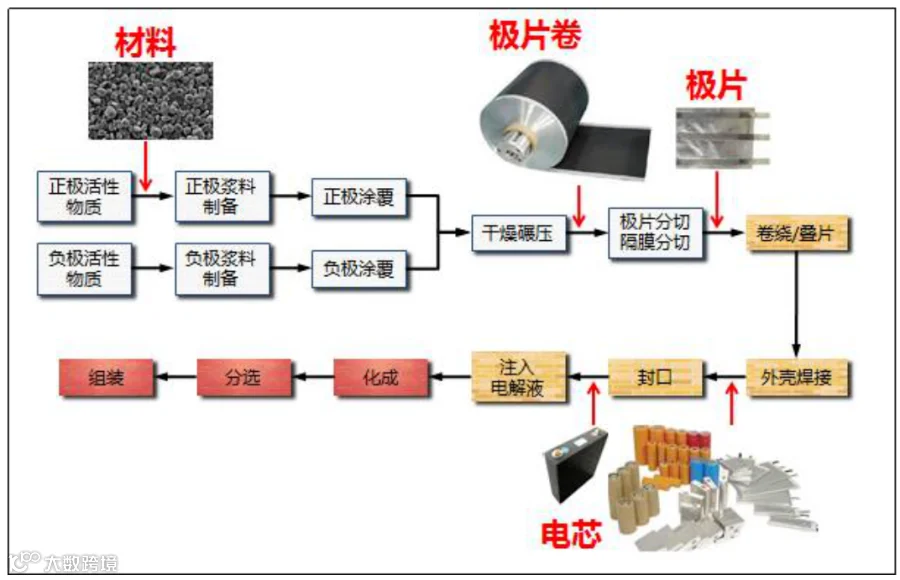
在锂电池生产制造的过程中,水分的来源可以分为以下几个方面:
1
原材料带入的水分
正负极材料:正、负极活性物质都是微米、纳米级别的颗粒,极易吸收空气中的水分;特别是含Ni(镍)量高的三元或二元正极材料,比表面积偏大,材料表面极易吸收水分并发生反应。涂布后的极片,若储存环境湿度较大,极片表面涂层也会快速吸收空气中的水分。
电解液:电解液当中的溶剂成分会与水分子发生化学反应;电解液当中的溶质锂盐也容易吸收水分并发生化学反应;因此电解液里面也会有一定量的水含量;若电解液存储时间过长、或存储环境温度过高,电解液内的水含量还会升高。
隔膜:隔膜是一种多孔性的塑料薄膜(PP/PE材料),其吸水性也是很大的。
2
极片制浆加入的水分
负极制浆时会加入水与原材料一起搅拌,然后进行涂布,所以负极片本身就含水。在后续的涂布过程中,虽然有加热烘干,但仍然有相当一部分水分吸附在极片的涂层内部。
3
车间环境的水分
车间空气中含有的水分:空气中的水分,一般用相对湿度来衡量。不同季节,不同天气,相对湿度相差很大;春季、夏季空气湿度比较大(60%以上),秋季、冬季空气比较干燥湿度较小(40%以下);下雨天空气湿度较大,晴天空气湿度较小。

人体产生的水分:人体出汗、呼出的口气、洗手后的水分等。



各种辅材、纸张带入的水分(纸箱、袋子、抹布等)。



/ 水分对锂电池的危害 /
人体产生的水分:人体出汗、呼出的口气、洗手后的水分等。
严格控制生产车间环境湿度
电极生产车间匀浆搅拌,相对湿度≤10%;
电极生产车间涂布(机头、机尾)、辊压露点≦-10℃;
电极生产车间分切,相对湿度 ≦10%;
叠片、卷绕、装配车间,露点≦-35℃;
电芯注液、封口,露点≦-45℃。
严格管控人体、外界水分带入车间
进入干燥间必须换装、戴帽、换鞋、戴口罩;
禁止裸手触摸极片、电芯;
严禁将纸箱带入干燥车间;
干燥间内纸质的张贴、标识牌须塑封;
干燥间禁止用水拖地。
严格管控极片的存储、暴露时间
极片烘烤后,制片、叠片、封装、注液、封口须在72h之内全部完成(车间露点≦-35℃);
极片使用须遵循先进先出规定,即批次在前先使用;先烘烤先使用。
格控制极片、隔膜的烘烤过程
使用前,极片、隔膜须先烘烤才能使用;
若制片叠片前,极片、隔膜不能烘烤,注液前,须烘烤电芯;
极片或电芯烘烤过程中,须严格监控烘箱参数(温度、时间、真空度);烘箱温度、真空度须定期校验,确保准确。
水含量测试和控制
极片、隔膜(或电芯)、电解液必须测试水含量,合格才能注液;
测试方法:按照规定抽样;使用卡尔费休水分测试仪测量;
水含量合格标准:极片水含量≦200ppm(预控≦150ppm);隔膜水含量≦600ppm;电解液水含量≦20ppm。
综上所述,在锂电池的生产制造过程中,对环境湿度、极片的储存和暴露时间、极片和隔膜的烘烤除水过程、电解液的有效期、水含量的测试等各环节的水分控制都是必不可少的,一旦失控,将会导致批量电池性能的致命缺陷,后果是非常严重的!所以,无论是管理人员、生产作业人员、质量检验人员,要强化电池水分的管控意识,始终严格遵守制程中的各项规定,确保电池水分一直处于受控、合格状态!
/ 免责声明:本文章及图片来自网络
如有侵权,请联系删除 /

联系电话
售前服务
18217523060
商务合作
15801871415
技术支持
13636416480
邮箱
info@cq-clean.com
地址
上海市黄浦区北京东路668号
科技京城西楼10楼H座