
|

一、数字化建设数据采集趋势
随着中国制造业两化融合的进程不断加快,管理与现场脱节、基础数据全靠人工输入、现场情况严重滞后甚至失真的时代已经一去不复返,数据纵向打通已成必然。采集底层设备数据,并与现有管理系统衔接,达到对现场设备的实时监控,已为越来越多的企业所选择。
系统与数控系统、PLC系统以及机床电控部分的智能化集成,实现了对机床数据采集环节的自动化执行,不需要操作人员的手动输入,这样保障了数据的实时性和准确性,提升的数据有开机率、主轴运转率、主轴负载率、NC运行率、故障率、设备综合利用率(OEE)、设备生产率、零部件合格率、质量百分比等。精确的数据及时传递并分散到相关流程部门处理,实时引导、响应和报告车间的生产动态,极大提升了解决问题的能力。同时,设备联网控制,程序上传下达及其他远程操控,方便操作人员和管理人员,推进了企业车间智能制造的进程。
二、基本采集数据类型
| 序号 | 项目 | 内容 | 实现方式 |
| 1 | 机床状态 | 主轴启劢、机床换刀、运行状态、开关机状态及对 应状态时间等 |
网口/串口通信/信号控制板 |
| 2 | 运行参数 | 主轴转速、主轴温度、油泵压力 | 网口/串口通信 |
| 3 | 故障报警 | 温度超限报警、压力超限报警、设备故障报警等 | 网口/串口通信 |
| 4 | 加工量采集 | 设备实际加工数量 | 网口/串口通信/信号控制板 |
| 5 | 程式上传下载 | / | 网口/串口通信 |
三、常见车间设备分类及数据采集架构
1、车间设备一般分为三种:
数控设备、PLC设备、现场智能仪表设备。

PLC设备

数控设备

智能仪表设备
2、设备数据采集网络架构
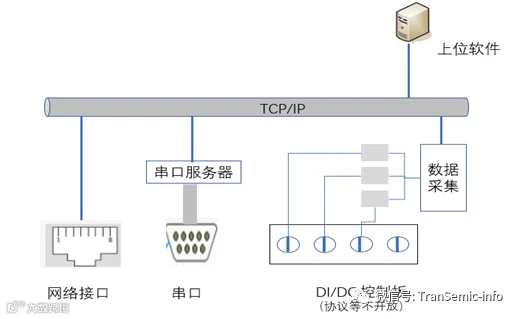
网口一般是RJ45接口。
串口为(RS232/RS485/RS422),因为RS232一般为DB-9插头,存在一些比如传输距离短、速率低,易抗干扰弱等问题,实际工业标准场合应用RS485/RS422。
DI/DO控制板方式,一般有两种情况:第一种是设备无接口,另一种是设备协议和接口不支持对外开放。一般通过采集中间继电器信号,实现数据采集。
四、常见车间设备数据采集方式
数控设备采集
方法1:基于数控机床自带通信接口的数据采集方法,可采集机床的开关量信号和模拟信号,主要通过数控系统厂家提供的接口协议来做二次开发,前提是需要先与设备厂商沟通,对接口协议进行开放。
方法2:基于数控机床电气电路的数据采集方法,只能采集机床的开关量信号,在机床电器柜中添加传感器来达到采集效果,具体采集原理如下:
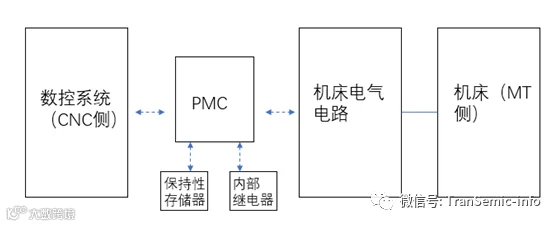
数控机床分为CNC侧和MT侧两大类。CNC侧包含CNC系统的硬件和软件,与CNC系统连接的外围设备如显示器、MDI面板,MT侧包括机床机械部分及液压、气压、冷却、润滑及排屑部分等辅助装置。PMC位于CNC侧与MT侧之间,对两者的输入输出信号进行处理。基于数控机床电气电路的数据采集方法实际上是采集PMC向MT侧输入的信号,由于这些信号是通过机床I/O板的接收电路和驱动电路传送,属于关量信号,并最终由继电器、接触器等执行,从而实现数控机床的加工过程。需要购买数/模采集硬件,现在市场上常用的是台湾MOXA-I/O模块及电流传感器。

MOXA-I/O模块
电流传感器
TranSemic原创稿件
欢迎转载
转载须注明原文出处及原文链接
违者必究

