






前言:当PCB加工进入“硬碰硬”时代
近年来,电子产品的多功能化与小型化,正在倒逼PCB板材技术不断迭代。
从普通的FR-4,到如今玻纤增强材料、高频高速板材,再到引入了陶瓷填料的特种板,甚至是对机械应力极其敏感的FPC柔性板——加工难度正在呈指数级上升。
与此同时,上游钨钢原材料价格持续走高,刀具采购成本水涨船高。一边是“板材更硬、要求更高”,一边是“品质更高、成本更紧、交期更急”。传统钨钢铣刀在崩边、毛刺、分层以及刀具寿命上的短板被无限放大。
PCB刀具,正面临着前所未有的严峻考验。
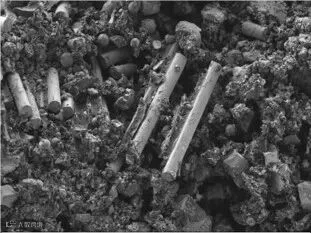
Al2O3、SiO2填料
刀具磨损严重

加工品质差


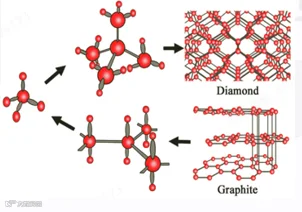
金刚石涂层:刀具化身“金刚钻”
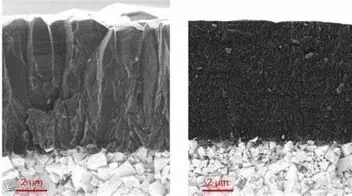
金刚石涂层铣刀不仅仅是硬度的堆砌,更是化学气相沉积(CVD)技术与精密磨削工艺的结合。相比普通钨钢铣刀,金刚石涂层技术在应对上述难题时,展现了压倒性的优势:
极致耐磨:金刚石显微硬度可达10000 HV,远高于硬质合金,有效抵抗玻纤和陶瓷填料的研磨。
低摩擦系数:极佳的自润滑特性,减少切削热积聚,保护高频板材的介质层完整性。
锋利与强度并存:特殊的刃口处理,既能切入高硬材料,又能应对板边品质稳定性。



实例1
背景:A客户端使用普通“普通铣刀”铣刀锣程:15M,引进我司“RHZJ1.6x9.0mm金刚石涂层铣刀”提升寿命
进行测试确保锣板品质,锣程≥20倍以上.
测试结果:
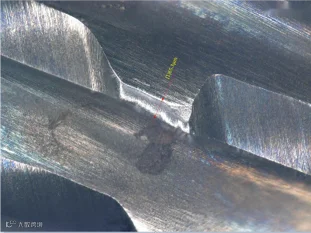
• 采用我司提供RHZJ1.6x9.0mm金刚石涂层铣刀测试后,锣程最高寿命:300M,
• 锣板板边、板面品质、尺寸均OK.
• 刀口磨损宽度:32.8um, 优于白刀,刀刃无排尘不良状况

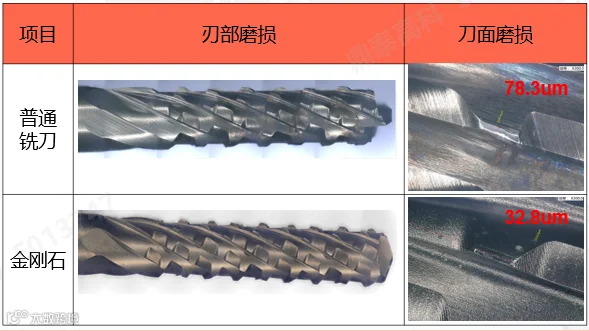
测试结果:
金刚石涂层铣刀切削300M后,膜层完整无脱膜,加工品质满足要求,较白刀寿命(15M)提升20倍以上。

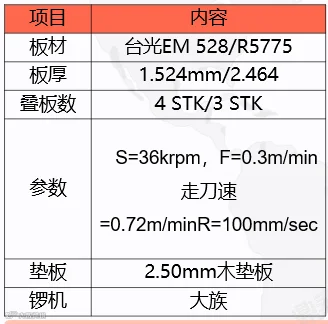
实例2
背景:B客户端使用“进口金刚石涂层”铣刀锣程:60M,引进我司“RBZA1.5x10mm金刚石涂层铣刀” Cost
down 进行测试,确保锣板品质,锣程≥60M以上.
测试结果:
• 采用我司提供RBZA1.5mm金刚石涂层铣刀测试后,EM528材料锣程达:90M,R5775材料锣程达:80M • 两种材料锣板板边、板面品质、尺寸均OK.
• EM528材料:刀口磨损宽度:55.1um, R5775材料:刀口磨损宽度:40.23um,两种材料刀刃无排尘不良状况.
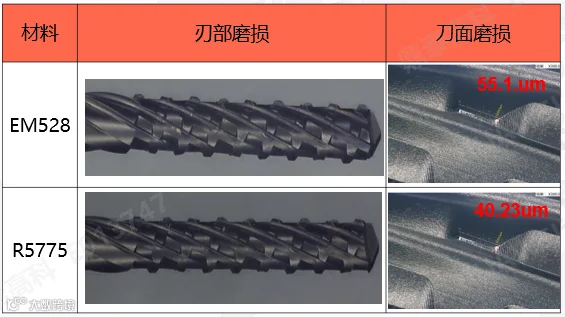
测试结果:
使用我司金刚石涂层铣刀,两种材料加工完后,能达到进口金刚铣刀的60M的要求,且寿命并提升1.3倍-1.5倍。

结语:用技术红利对冲成本压力
板材的升级是不可逆的趋势,成本的管控是企业的生命线。
在“硬碰硬”的竞争中,金刚石涂层铣刀不仅是加工工具的升级,更是生产效率与良率的保障。
与其被动承受刀具损耗和品质波动,不如主动升级你的加工方案。

END
美 编:张秋艳
编 审:叶 斐
监 制:证券部/市场部/人力资源部