
二重(德阳)重型装备有限公司(简称二重装备)是关系国家安全、关系国民经济命脉的重要骨干企业之一,国家重大技术装备制造基地,成立于2018年2月20日,隶属于国机重装,承接原中国第二重型机械集团有限公司(简称二重)核心主业,是国机重装“一体两翼”发展格局中重装板块核心。63年来,二重装备(中国第二重型机械集团有限公司建于1958年)先后为国内外市场提供了超过三百万吨的重大技术装备,在国民经济和国防建设中发挥着战略性、基础性重要作用。

2012年10月13日,在三峡工程即将全面竣工之际,国内参与三峡工程建设的单位及专家齐聚中国重大技术装备制造业基地和全国三大动力设备制造基地——德阳,共同研讨、总结三峡工程电站重大装备国产化之路的成功经验,分享、巩固国产化成果。

图片源自网络
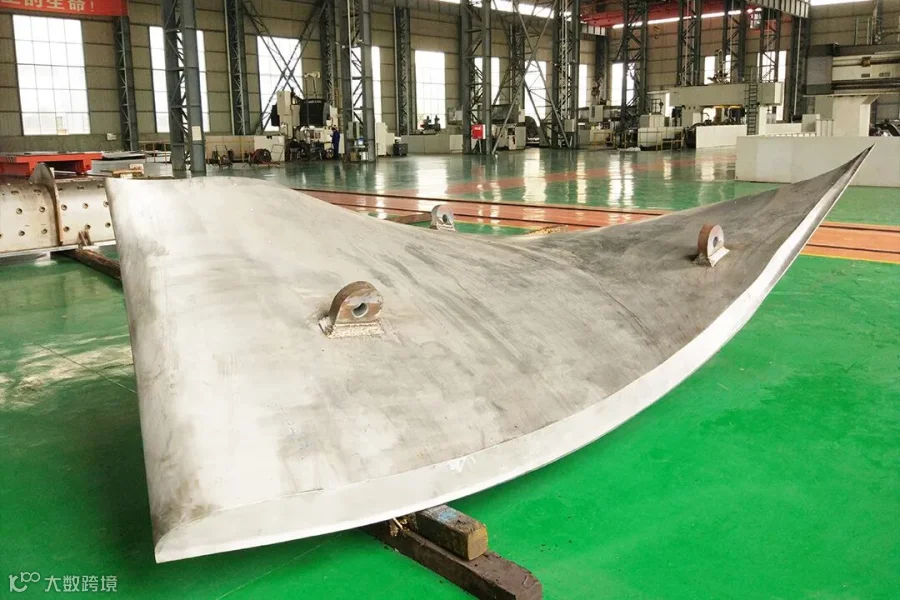
三峡工程,即长江三峡水利枢纽工程,是目前世界上规模最大的水电站和清洁能源基地,也是当时中国建设的单机机组容量最大的水力发电站,电站于2009年全部完工。在电站建设初期,我国大型铸锻件的制造能力和技术水平与国外相比还有一定的差距,由于国产化能力、质量难以满足需求,三峡左岸和右岸所需的大型、关键基础铸件尚需进口,受制于人,这成为当期中国水电设备制造行业发展的瓶颈,尤其是作为三峡水电站“心脏”部分的转轮关键铸件,其具有尺寸大,重量重、质量等级要求高的特点,制造难度相当大,当时只有国外少数企业能够生产。
为加快大型水电设备国产化步伐,时任国务院总理的温家宝同志、时任国务院副总理的曾培炎同志分别作了“必须采取有力措施,确保三峡三期工程国产设备优质按时投入运行”和“重大装备国产化项目中,大型关键铸锻件,依靠进口供货,国产件能力、质量难以满足需求,已成为重大装备制造业发展的瓶颈,并受制于人。要采取有力措施,用好有关政策,加强铸锻工艺的研究,整合现有生产能力,加大重点企业技术改造力度,争取有大的突破”的重要批示。

秉承“关系国家安全和国民经济命脉”的重大使命与责任,二重肩负起了攻克大型关键水电铸件制造难题的重任。在国家政策的支持下,在三峡业主的指导、兄弟企业的关心下,二重铸造人开启了漫漫的攻关探索之道。然而追溯三峡工程建设历史可以看到,早在三峡工程的论证阶段,就有了二重的身影,二重从二十世纪七十年代就参与进行三峡水轮机转轮铸锻件的技术论证工作,多次参与了国务院三峡办、国家机械工业联合会及电站主机厂组织的技术研讨、技术交流和技术论证。多年来,二重牢记“关系国家安全和国家经济命脉”的使命,始终以服务三峡工程建设为己任,努力解决三峡所需要的大型关键铸锻件主要依赖进口,受制于人的“瓶颈”问题。

“三峡工程建设以前,国内大型水电开发较少,所需的水轮机铸件不仅数量少,而且技术等级要求不高。在三峡工程建设之前,二重仅为葛洲坝、李家峡、二滩等水电站提供了部分水轮机铸件,在大型高端铸件的研制上,二重的装备水平和技术研发能力还比较薄弱,需要从装备水平、工艺技术两大层面进行攻关”——时任铸造厂技术科主管工艺员,现任铸造工艺总师的吕友清回忆到。
三峡工程启动以前,二重大型铸件的造型生产仍然以水玻璃砂为主,该砂种型砂溃散性差,涨箱较大,浇注后铸件清砂困难,铸件表面粗糙度低,尺寸精度低,内部容易产生夹砂缺陷。大型铸件造型浇注作业面积小,能够生产三峡上冠、下环等特大尺寸铸件的地坑资源更是非常紧张。

在冶炼设备能力方面,大吨位铸锻件冶炼系统装备比较落后,特大型铸锻件浇注用钢水仍然采用低效、落后的60吨平炉和40吨电炉提供,钢水精炼设备落后,能力不足,尚不能进行大吨位超低碳不锈钢的VOD精炼。这些因素导致在冶炼高合金钢时,成分控制偏差较大,钢水纯净度差,成本高,冶炼风险大,难以满足三峡机组水轮机大型关键铸件对钢水质量的要求。
在大型铸锻件热处理能力方面,热处理炉数量少,而且尺寸及台车承重能力较小,满足不了三峡机组特大尺寸转轮铸锻件的热处理要求。热处理炉温度控制系统比较落后,炉温均匀性差,难以满足三峡不锈钢铸件的高力学性能要求。
在机械加工设备能力方面,大型数控立车很少,仅有一台10米立车,而且精度较差,只能进行上冠、下环的粗加工,要实现对过流面型线的精加工,还需要进行数控改造。

在三峡工程建设前,国内对水轮机用不锈钢材料的特性研究和制造工艺研究尚浅,部分中小型水轮机机组上冠、下环铸件仍采用普通碳锰钢,对三峡转轮所采用的超低碳不锈钢材料特性、铸造工艺性等研究不够深入。大型高端铸件的工艺技术主要走技术引进和消化吸收之路,工艺设计和工艺参数选择主要依靠生产实践经验,铸件模拟与仿真技术还远未进入工程应用。在大型铸件的焊接技术方面,适用于不锈钢铸件焊补用的焊接材料开发应用较少,焊接工艺研究不深入,焊接水平不高。
在关键技术装备落后、生产条件有限和技术研究水平不高的条件下,一方面,生产的大型铸锻件质量不够稳定;另一方面,一些工艺技术研究还无法开展,根本无法满足三峡工程建设需要。因此,对于三峡转轮机组所需的高质量要求大型铸件而言,实现三峡水轮机转轮制造国产化,二重必须对当期制造设备,如铸造造型系统、冶炼装备、热处理炉、冷却设备、机械加工、检测设备,以及起重、运输等进行大规模的技术改造升级。还需要在冶炼、铸造、热处理、焊接(焊补)、机械加工、型线检测等工艺技术方面进行一系列的技术集成攻关。

以三峡项目为载体,二重进行技改提升装备制造能力,先后实施了“‘九五’树脂砂改扩建工程”“平改电工程”“实现大型水电机组铸锻件国产化技术改造工程”等多项专项技改工程。建成了国内最大最先进的树脂砂生产线、以先进的80吨高功率电炉和150吨钢包精炼炉等为代表的钢水熔炼设备和炉前光谱成分分析设备、电渣熔铸生产线、以11×13米台车式热处理为代表的微电脑控制燃气热处理炉群、以及Ф13米数控立车为代表的数控立车群等。通过对冶炼、铸造、锻造、热处理、机械加工等关键环节的全面持续改造,使二重的设备保障水平上了新台阶,大型电站关键铸件的制造能力、技术等级都有了显著提高。
“进行集成技术攻关创新是一个企业提高核心竞争力、走向更加强大的力量源泉,以三峡项目为载体,二重大力推进科技攻关和自主创新。”——曾参与三峡工程关键铸件研制的大型铸锻件研究所副所长杨晓兵如是说。
1996年
二重自筹资金率先与清华大学柳百成院士带领的团队进行了深入合作,开始进行三峡水轮机转轮叶片计算机铸造过程凝固模拟技术研究,在该领域取得了积极成果。
1997年底
三峡机组科研工作正式启动,二重作为国家第一批重点企业独立承担了国家立项的国家重大技术装备研制项目《VGS三峡水轮机转轮铸锻件研制》专题的科研攻关任务。
2000年8月
二重签订了首台三峡左岸机组不锈钢转轮上冠、下环、叶片铸件研制合同。
2001年
二重在国内率先完成三峡左岸首件重达40吨的叶片研制并通过技术鉴定,使进口叶片每片谈判价下降近200万元。并在同年完成了三峡左岸上冠铸件研制,下环因精加工后出现缺陷而报废。
2004年8月
二重完成的三峡右岸机组转轮上冠、下环铸件铸造工艺方案通过了机械工业联合会组织的专家评审组评审。
2009年6月
二重研制的三峡18件电渣熔铸导叶通过了国务院三峡工程建设委员会三期工程重大设备制造检查组技术鉴定。
2009年9月
在首件三峡左岸叶片的基础上,通过工艺优化,成功完成了13件右岸地下机组叶片铸件制造,并完成右岸地下机组转轮上冠2件、下环1件的制造。
经过13年的攻关研究,二重对三峡机组大型关键铸件从钢水冶炼、铸造、模拟仿真技术、热处理、焊接、机械加工、无损检查、型线检测、作业效率、制造成本等进行多方位集成攻关。攻克了大型水轮机组关键铸件制造的一系列难关,掌握了大型铸件成型过程数值模拟技术,大吨位超低碳不锈钢双包VOD精炼和成分精确、稳定控制技术,700兆瓦及以上水电机组水电铸件树脂砂造型技术,水电机组上冠、下环和叶片铸件的变形规律及控制技术,导叶铸件的电渣熔铸技术,叶片型线检测、上冠、下环数控精加工、热处理组织和高力学性能保证以及内部质量保证技术等一系列关键的制造技术。具备了年产5套以上700兆瓦级的水电机组大型关键铸锻件的能力,基本建成了世界级的大型水电铸锻件制造基地,具备了700兆瓦水电机组大型关键铸锻件批量交货能力,质量达到或部分超过国外同类产品的先进技术水平,可以替代进口,从而全面实现了大型水电机型关键铸锻件的国产化研制。

“二重在三峡机组关键铸件国产化研制的道路上,历经了诸多的曲折、克服了大量的困难,这些曲折和困难磨砺了二重人的意志、给予了二重人以开疆拓土的勇气和力量、更加激发了我们坚持不懈走自主创新之路的斗志”——乌东德、白鹤滩工程关键铸件项目负责人张军宝说到,二重以三峡关键基础铸件研制过程所得的技术积淀和积累为基础,持续坚持自主创新之路,大型水电铸件生产能力也在不断提升,近年来,陆续为三峡升船机及溪洛渡、向家坝、乌东德、白鹤滩等大型水利工程提供了多套优质关键铸件产品,为国家重大工程建设提供了基础支撑,助推了我国水电行业实现了跨越式发展,同时研制了巴西BeloMonte、美国Lutingdun、加拿大Maskatfalls等大量国外大型水电站关键铸件,为我国水电部件出口提供了重要支撑。
(二重装备 杨晓兵 张军宝/文图 资料图)