
戳上面的蓝字关注我们哦!
摩托车电喷系统
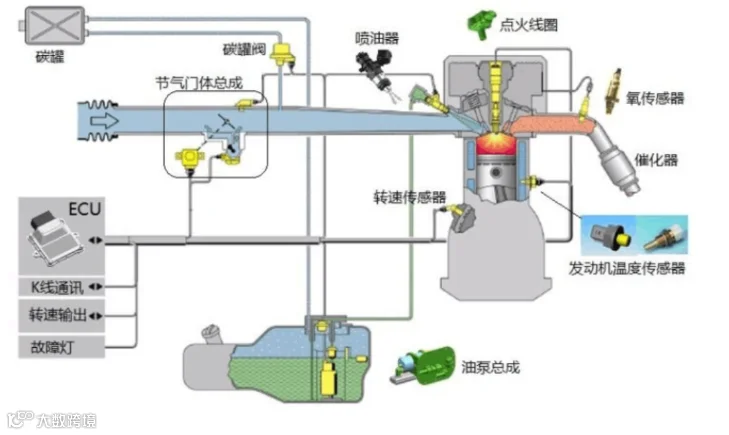
摩托车电喷系统由控制器(英文缩写为ECU)、伺服机构(含喷油嘴、油泵等)、传感器(温度、压力、成分、速度等)组成。摩托车电喷系统是康宇传感器业务的一个应用场景,因此康宇自2010年开始进入摩托车电喷系统的研发。目前,瀚宇在这个技术领域已建立起具有自主核心技术的技术应用平台,包括燃烧模型、控制策略、控制模型、控制数据,并正在开发拥有自主技术的ECU的控制专用集成电路(ASIC)。在伺服机构方面,正在进行摩托车电喷系统喷油器的开发和生产能力建设,预计今年二季度将进入市场。随着自产摩托车电喷系统喷油器推出市场,瀚宇也将成为国内唯一一家既掌握ECU核心技术,也掌握自产喷油器生产能力的企业。

01
摩托车电喷系统是美国ECOTTONS在自主开发的ECU基础上开发的一套摩托车发动机电喷系统。摩托车改装电喷套件(SE-EFI Kit)是一个适用于小型发动机改装的电喷套件。
可以直接替换原车化油器供油系统。适合排量为50cc~250cc的各种车型:骑式车,踏板车,沙滩车,雪地车等。它的安装十分简便,无需更改发动机。

公司拥有完整的汽车、摩托车汽油发动机电子控 制系统及汽车双燃料发动机电控系统、汽车燃气电控 系统的研发与集成能力。
点火系统(即动力系统)、进排气系统、润滑系统、冷却系统和照明系统。
工作原理
1、化油器用机械方式实现给发动机供油,其供油量与转速或油门开度的关系只能是线性关系,无法保证发动机全工况全天候下的空燃比都能达到理想。同时,当发动机本身状态发生变化时,化油器不能随机应变,造成大量的能源浪费,并且很不利于燃烧,而使油耗升高,排放恶化。
2、电喷摩托车采用电喷技术,用电喷系统装置(EFI)取消了化油器装置,采用含有电喷专用软件的微型计算机(ECU)对发动机燃油的供给和点火进行实时智能控制,供油极其精确。使发动机在任何工况任何环境下的空燃比、点火角度随时都能达到最佳,从而使摩托车的油耗降低,排放改善,综合性能大大提高。
电控单元是电子控制单元(ECU)的简称。电控单元的功用是根据其内存的程序和数据对空气流量计及各种传感器输入的信息进行运算、处理、判断,然后输出指令,向喷油器提供一定宽度的电脉冲信号以控制喷油量。电控单元由微型计算机、输入、输出及控制电路等组成。高级的摩托车也和汽车差不多了,简单的说就是提升动力,省点油。
实例:
为了进一步测试我司摩托车ECU产品可靠性和稳定性,我们自行组织了数次长途,我们从广东出发,一路攀山涉水,抵达我国四川康定折多山(海拔4298米,目的是测试不同海拔高度的状态,摩托车在各种环境下点火顺畅,车辆动力输出平稳,油耗比传统化油器给油方式明显下降。效果理想。
折多山位于四川省甘孜州境内,为大雪山一脉,是重要的地理分界线,西面为高原隆起地带,有雅砻江,右为高山峡谷地带,有大渡河。折多山最高峰海拔4962米,垭口海拔4298米,与康定市的海拔落差达1800米,是川藏线上第一个需要翻越的高山垭口,因此有“康巴第一关”之称。折多山既是大渡河、雅砻江流域的分水岭,也是汉藏文化的分界线,翻过了折多山,就正式进入了康巴藏区。“折多”在藏语中是弯曲的意思,写成汉语就是"折多"二字。折多山的盘山公路确实是九曲十八弯,来回盘绕就象"多"字一样,拐了一个弯,又是一个弯,难怪当地人有句话叫:“吓死人的二郎山,翻死人的折多山”。全年平均温度是 4℃(夜间) ~ 14℃(日间)
(抵达折多山观景台,海拔3200米)



左右滑动查看本地路演相关图片
(本地路演相关视频)

02
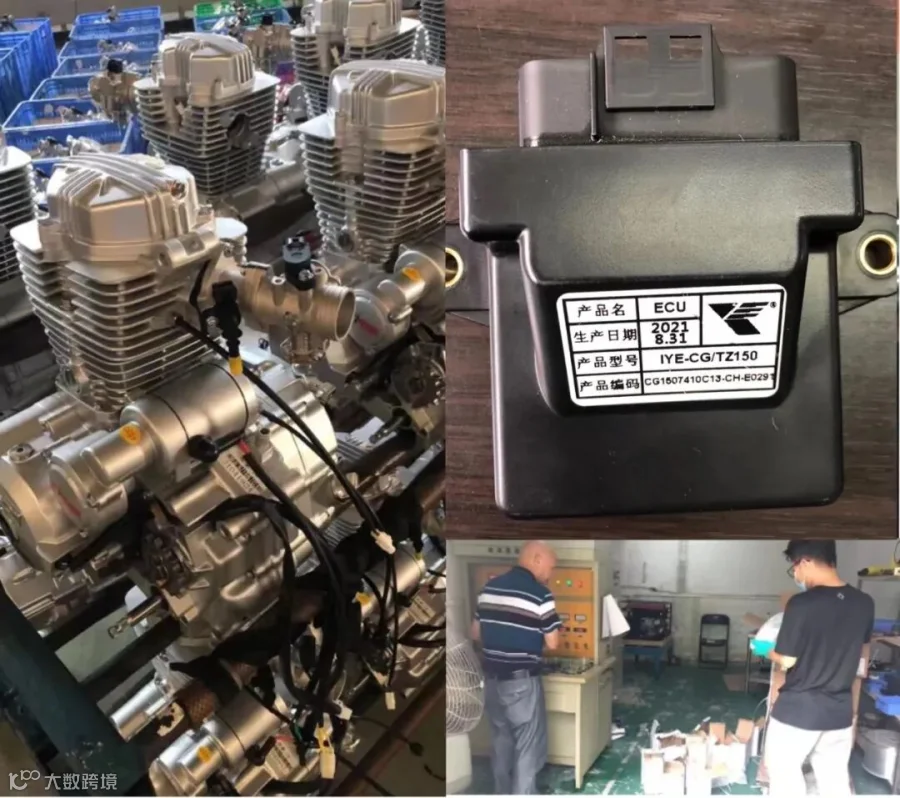
图一:ECU 图二:缸温传感器
图三:油泵 图四:氧传感器
图五:节气门体总成 图六:线束

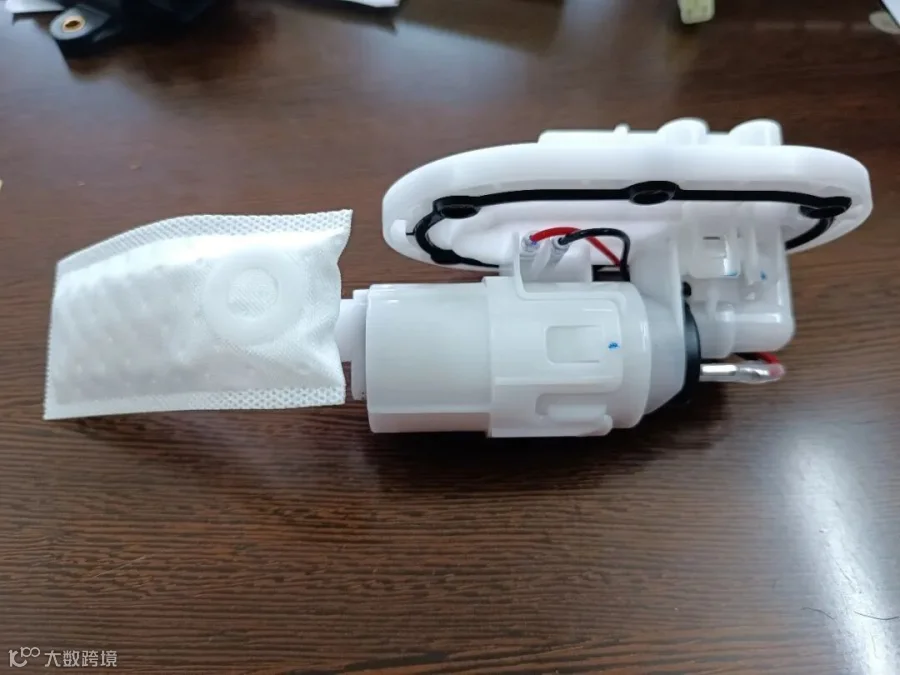
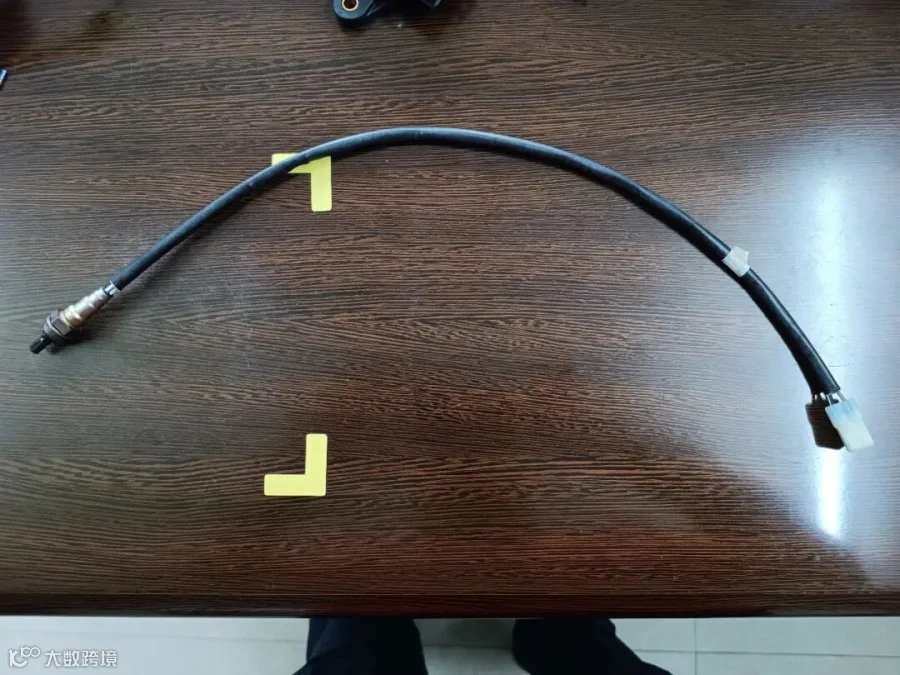


左右滑动查看电喷系统图集

03
1
冷库

(冷库主要模拟低温下摩托车冷启动测试)
2
摩托车底盘测控机

(主要测试摩托车性能数据)
3
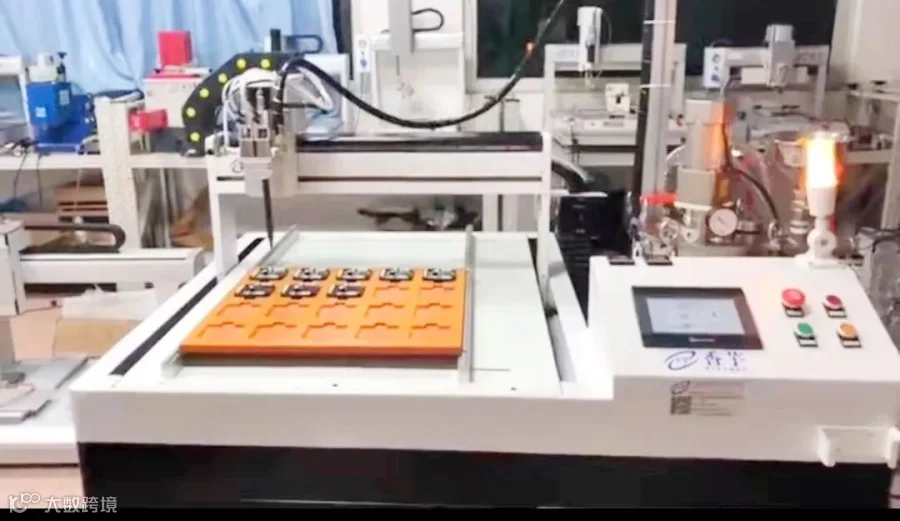
喷油器生产车间
占地面积372平方米,各式电控式喷油器单班年产量可达15万套,其工序包括激光焊接、伺服压接、气密性检测、线圈检测与装配、流量标定、激光刻码、包装等。各工序间都有完整的检测手段,确保流入下一工序的半成品的质量。
首先对喷油器的各种来料,如孔板,阀芯,导套,隔环等关键焊接/装配件进行尺寸检验,并利用数显千分尺、高度规、图像尺寸测量仪等对相关关键尺寸进行检查,并将合格的物料流入下一道工序。
图像尺寸测量仪
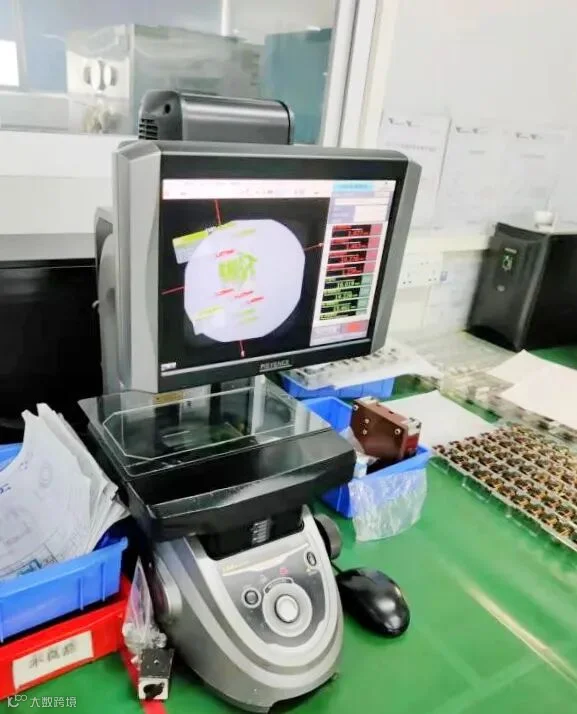

电子显微放大镜
1 ► 随后就会将各个组件进行组合,利用激光焊接设备进行焊接。

(激光焊接设备)
2 ► 焊接后是伺服压接设备,使用伺服压机进行关键部件的压接。

(伺服压机)
3 ► 压接过后,对半成品喷油器进行气密性检查,主要判断是否气密性是否合格。再接着会进行线圈的检测及装配。

(线圈检测台)
4 ► 对装配完成的喷油器进行喷油流量调整,控制喷油的状态在设计范围内。最后进行耐久的测试。

(流量调整设备)

(耐久测试台)
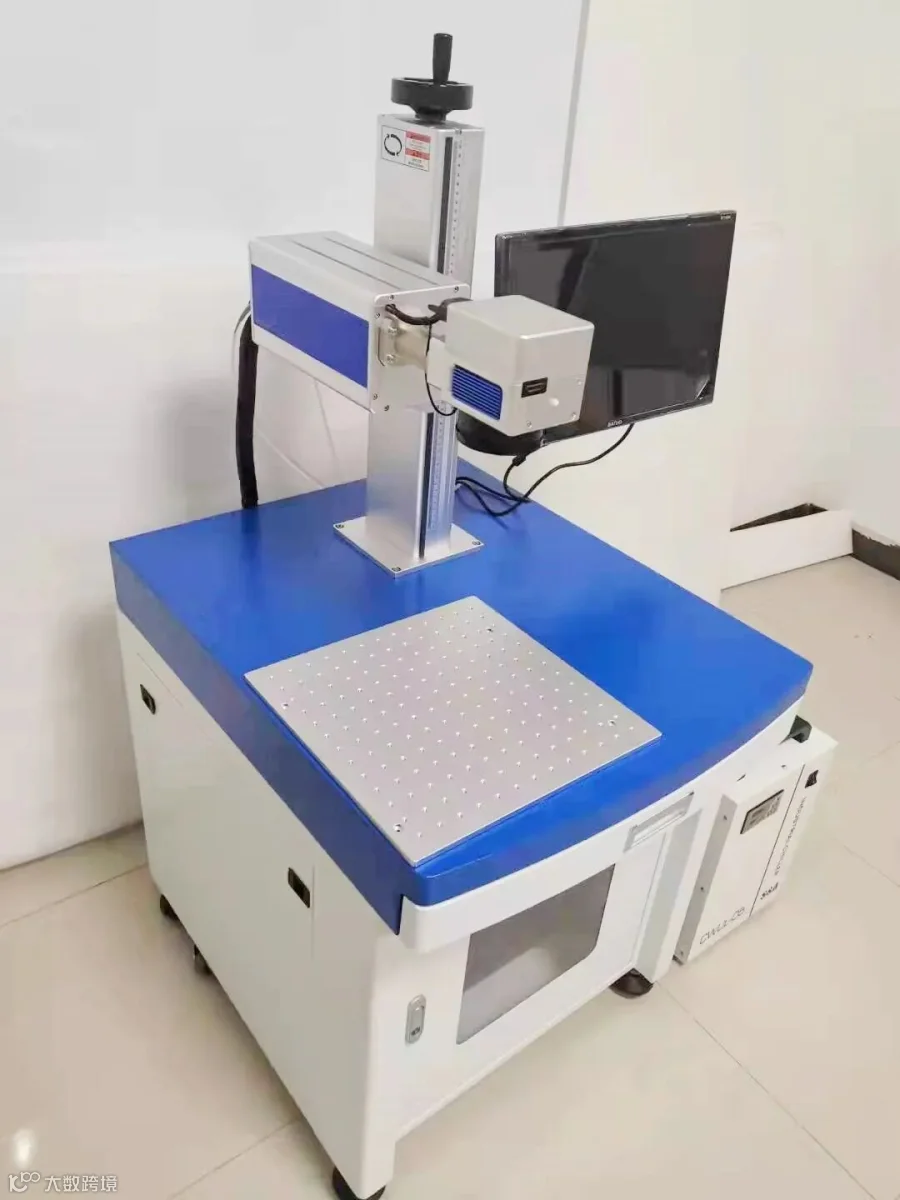
5 ► 最终成品在激光刻码机上雕刻生产编码,流入包装工序。



左右滑动查看图片
图一:激光刻码机 图二:喷油器无尘车间一角 图三:风淋室



左右滑动查看图片
4
ECU生产车间
占地面积186平方米, ECU年产量可达15万件以上。生产线包含电路板来料振动检测、高低温冲击、装配灌封、烘干、激光刻码及包装等多道工序,且各工序均达到车规标准。
电路板到厂后经过自研检测设备对电路板相关电路进行检测,判断来料电路板是否合格。
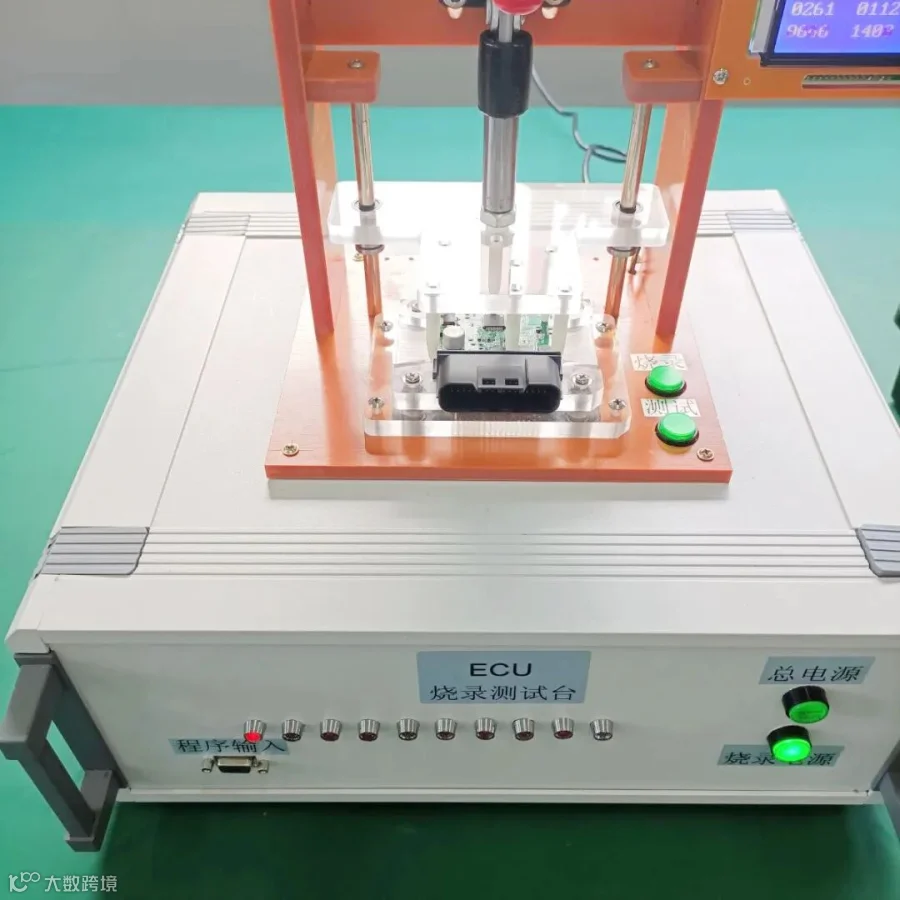
(电路板检测设备)
1 ► 随后将合格的电路板进行高低温冲击和振动测试,完成后再次用检测设备检测电路板功能。
高低温箱


振动台
2 ► 检测通过的电路板将会来的装配灌封区域,将电路板和外壳放入灌封工装中,由灌封设备进行灌封操作。
(全自动灌封机)
3 ► 设备灌封完毕后,连同工装一起放进高温箱内,进行加热固化。

(高温箱)
4 ► 固化完成后,ECU将会被刻上生产编号。
04
1、公司拥有强大的技术团队和应用工程师为客户提供全天候的售后咨询和服务。
2、每台电喷系统均有独立的出厂识别码,可作为售后的跟踪服务,也可根据客户要求贴上个性化产品识别码。






左右滑动查看售后相关图片

广东瀚宇新能源装备有限公司

微信公众号
瀚宇新能源装备