TPU从业人员必读:硬度指标
 九焱TPU
九焱TPU
上一篇文章《熔融指数》TPU从业人员必读:熔融指数出来后,有不少采购和工程师朋友私信说“终于能跟供应商对上数据了”,也有人直接把文章截图发给老板/客户看。今天我们继续用最务实、不废话的方式,聊聊工厂里、询价单里、样品确认时最常碰到的硬度问题——尤其是面向采购专员和现场/开发工程师的实用视角。
想象一下,你拿一支圆珠笔,用差不多的力去戳不同软硬的东西:
-
-
-
戳一块比较硬的橡皮泥 → 陷进去一点点 → 硬度中等
TPU、硅胶、橡胶这些弹性体,我们最常用的就是Shore硬度计(肖氏硬度),分为两大类:
-
Shore A:量比较软的东西(像橡皮擦、鞋底、手机套那种感觉)——最常用范围:30A~95A
-
Shore D:量明显更硬的东西(像指甲盖、硬塑料壳那种感觉)——通常从30D开始往上
简单记忆口诀:
A像软糖,D像硬糖。A越高越硬,过了大概95A就进入D的领域了。
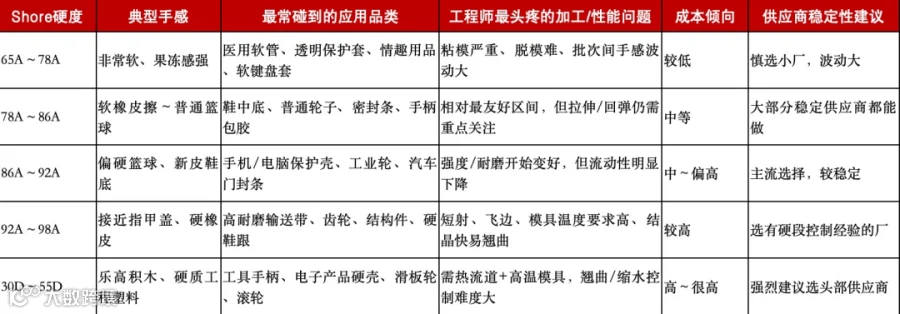
二、 不同硬度TPU到底适合做什么?(超实用对照表)
硬度不是“越硬越高级”,也不是“越软越舒服”,它只是性能、加工性、成本三者之间最显而易见的妥协点。
绝大多数TPU应用场景,都落在75A~95A这个区间,采购和工程师真正要搞清楚的其实就这几件事:
三、TPU硬度,不是手摸上去的感觉怎么样这么简单。
目前TPU行业99%的硬度都用Shore A和Shore D两种标尺,标准依据主要是ASTM D2240或ISO 868。
测试原理(一句话记住):用规定形状的压针,在5kg(A型)或44.5N(D型)的弹簧力下,垂直压入样品表面,15秒后读取压入深度对应的硬度值(0~100)。
1.样品厚度≥6mm(不够就叠片,但不能超过3层,且接口要平整)
3.压针垂直压入,避免倾斜(倾斜误差可达5~8度)
4.每个样品至少测5点,点间距≥6mm,距边缘≥12mm
5.读取时间统一为15秒(瞬间读数偏高,很多人忽略这点)
6.取中位数或平均值作为报告值(供应商常报平均值,客户常要求中位数)
下面放几张实际设备和测试现场的照片,帮助大家一眼认出来:这里是常见的手持式Shore A硬度计(最普及的类型,采购/工程师人手一把):
1.供应商只发数据不发照片→ 要求提供硬度计型号 + 实测照片 + 样品照片
2.样品薄于6mm还测 → 会偏高5~10度,坚决要求补片或叠加测试
3.瞬间读数 vs 15秒读数 → 很多小厂报瞬间值(高2~5度),标准是15秒后读
4.只测1~2点就报值 → 必须5点以上,偏差大的样品直接退回
5.不同设备比对误差大→ Shore A计品牌不同,误差±2~4正常;建议统一用Bareiss、Teclock、LX等知名品牌
→ “Shore硬度只是压入深度,实际手感还受表面摩擦、结晶度、填料种类、软段玻璃化温度影响。建议我们同时压3~5个点取平均值,再对比实物样品。”
→ “可以考虑往88~92A区间走,或者选高分子量/高耐磨牌号的TPU,但成本会上升15~30%,需要提前和客户确认。”
→ “量产状态下几乎不可能,正常±2~4A属于合理范围。如果客户要求极严格,建议走定制牌号+严格批次管控,价格和交期都要重新谈。”
→ 温度影响极大!标准测试温度23±2℃,样品温度越高,硬度读数越低(每升10℃可降2~4度)。
→ 可以,但手持+支架也还行(误差<1度)。台式适合超精密或仲裁。
·必须有实物样品 + 硬度实测照片(含设备型号、时间、读数)
·确认测试标准(ASTM D2240 / ISO 868)和读数时间(15秒)
·大批量前至少3批小试,每次5点平均确认手感+数据一致性
硬度测试看似简单,其实细节决定成败。掌握了方法和设备,下次供应商再报“85A”,你就能直接问:
“用什么型号的Shore A计?15秒读数吗?能发5点测试照片对照样品吗?”