
-
长链二醇(Polyol) :决定TPU的柔软段,提供弹性。通常分为聚醚型(耐水解好,但 长期 耐油差)、聚酯型(耐油好、耐磨,但 长期耐水解差 )和聚碳酸酯型(耐热、耐化学性强,但成本高)。
-
短链二醇(Chain Extender) :增强硬段,提供刚性和强度。
-
二异氰酸酯(Diisocyanate) :如MDI或TDI ,H MDI, H DI ,连接柔软段和硬段。
-
聚酯TPU :耐磨、耐油 ,透明度高,各种强度都很好 , 价格经济实惠,打印速度也很快, 适合 家用玩具, 工业线材。 缺点是不适合长期耐水用途。
-
聚醚TPU :耐水解、耐低温 、耐霉菌 , 价格相对高一些, 适用于 低温和长期接触水的 户外应用线材。
-
聚己内酯T PU :耐水解,耐油,耐高温,耐低温都相对均衡,价格相对比较高。适合于水油都接触,高低温都要耐受的苛刻使用环境。
-
聚碳酸酯TPU : 耐水解,耐油,耐高温,耐化学性都挺好。但耐低温性能差,透明度差, 价格 也最 高,适合 于高温耐化学环境的 高端工程级线材。
-
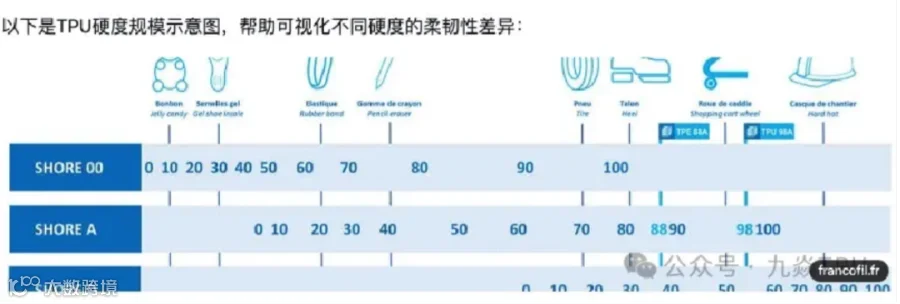
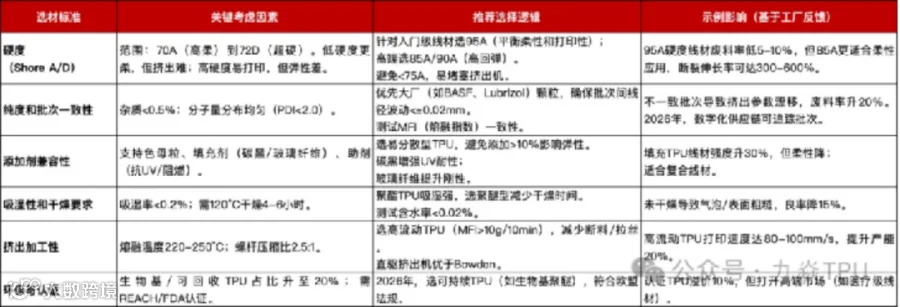
硬度(Shore A/D)范围:70A ( 高柔)到72D(超硬)。低硬度更柔,但挤出难 ,挤出速度慢 ;高硬度易打印,但弹性差。针对入门级线材选95A(平衡柔性和打印性);高端选85A/90A(高回弹)。避免<75A,易堵塞挤出机。95A硬度线材废料率低5-10%,但85A更适合柔性应用,断裂伸长率可达500-750%。
-
纯度和批次一致性 好 ;分子量分布均匀(PDI<2.0)。优先大厂(如Lubrizol)颗粒,确保批次间线径波动<±0.02mm。测试MFI(熔融指数) 稳定 性。不一致批次导致挤出参数漂移,废料率升20%。2026年,数字化供应链可追踪批次。
-
添加剂兼容性支持色母粒、填充剂(碳黑/玻璃纤维)、助剂(抗UV/阻燃)。选易分散型TPU,避免添加>10%影响弹性。碳黑增强 紫外耐候性 ;玻璃纤维提升刚性。填充TPU线材强度升30%,但柔性降;适合复合线材。
-
吸湿性和干燥要求吸湿率<0.02%;需100-120°C干燥3-5小时。聚 醚 TPU吸湿强,选聚 酯 型减少干燥时间。测试含水率<0.02%。未干燥导致气泡/表面粗糙,良率降15%。
-
挤出加工性熔融温度200-230°C;螺杆压缩比2.8:1。选高流动TPU(MFI>10g/10min),减少断料/拉丝。直驱挤出机优于Bowden。高流动TPU打印速度达80-200mm/s,提升产能50-200%。
-
环保与认证生物基/可回收TPU占比升至50%;需REACH/FDA认证。2026年,选可持续 P CR 型 TPU ,高 生物基 含量 聚醚 和聚酯 ,符合欧盟 环保 法规。认证TPU溢价 超过 10%,医疗级线材 可用于 高端市场 应用 。

-
痛点1:挤出 线径 不稳 定 。 打印成型速度快的 TPU ,往往在挤出 3 D 打印耗材时, 线径波动 较大,造成打印过程卡线槽 。解决方案:选 熔体稳定的规格,或降低挤出速率 。
-
痛点2: 线材表面有颗粒 。 材料的挤出质量差,或者挤出机的塑化能力弱 。解决方案: 优化机器的螺杆配置和工艺参数,或选择高挤出质量的T PU 基材 。
-
痛点3:供应链波动。2025年原材料 有些企业的供应不稳定,产品批次不稳定。可 选多 个合格的 供应商 的材料方案 备份。
-
痛点4 :打印速度慢。普通 T PU 的打印速度慢,容易拉丝和甩尾,造成打印制品外观不良。可以通过添加剂的方式提高材料的热熔速度,和结晶速度,进而提高打印效率。
-
可持续TPU :生物基/回收TPU需求升,市场份额达25%。
-
发泡TPU :微孔发泡线材(密度降20-45%)成热点,适合轻量化。
-
高端工程级:复合TPU(碳纤维增强)CAGR>20%,溢价高。