搜索
首页
大数快讯
大数活动
服务超市
文章专题
出海平台
流量密码
出海蓝图
产业赛道
物流仓储
跨境支付
选品策略
实操手册
报告
跨企查
百科
导航
知识体系
工具箱
产业园
更多
找货源
跨境招聘
DeepSeek
首页
>
TPU制品表面有晶点:材料问题还是工艺问题?
>
TPU制品表面有晶点:材料问题还是工艺问题?
九焱TPU
2026-05-12
3
导读:大家有没有注意过医院里那些透明的软管?输液管、导尿管、呼吸管路……这些看似简单的管子,其实对表面光洁度要求极高——医疗导管表面粗糙度通常要求Ra≤0.2μm。
大家有没有注意过医院里那些透明的软管?输液管、导尿管、呼吸管路……这些看似简单的管子,其实对表面光洁度要求极高——医疗导管表面粗糙度通常要求Ra≤0.2μm。
但很多工程师遇到问题时,第一反应是"工艺没调好"——转速、
温度
、压力挨个试一遍。结果呢?问题还在。
最后很多人把问题归结为"原料
质量
不行,换料吧"。
但真相往往是:选型没选对,后续工艺再调也只是在填坑。
先区分清楚:晶点和表面不光滑,是两回事
很多人以为导管表面的问题都是工艺没调好。但其实——晶点和表面不光滑,完全是两回事:一个根在材料,一个根在工艺。
搞清楚这一点,少走很多弯路。
晶点(鱼眼/白点)
像在光滑导管表面粘了细小白砂,直径0.1~1mm,摸起来硌手,擦不掉
。
表面不光滑
没有明显颗粒
,但
摸起来发涩、有麻点、细划痕,像砂纸蹭过
。
两个问题成因不同,应对策略也不同,下面分开讲。
一、晶点的根源主要在材料端:选型、干燥、杂质
晶点工艺能缓解,但
根源多在材料
。
① 选型:聚醚型 vs 聚酯型,匹配应用比牌号更重要
TPU按软段分为聚醚型和聚酯型,二者性能差异显著:
聚醚型TPU:
水解稳定性好、低温性能优、微生物抵抗性强,更适合多数医疗导管(尤其是接触体液环境)。表面相对更容易获得光滑效果。
聚酯型TPU:
机械强度、耐磨性、化学稳定性更好,但水解稳定性较差,对加工温度和干燥要求更高。
选型原则:
根据具体应用(如是否高温蒸汽灭菌、长期植入风险)和灭菌方式综合选择。医疗级导管优先考虑
符合ISO 10993的医用聚醚型或专用牌号
。
严禁随意混用不同类型、不同牌号的TPU,否则易因相容性或结晶行为差异产生缺陷。
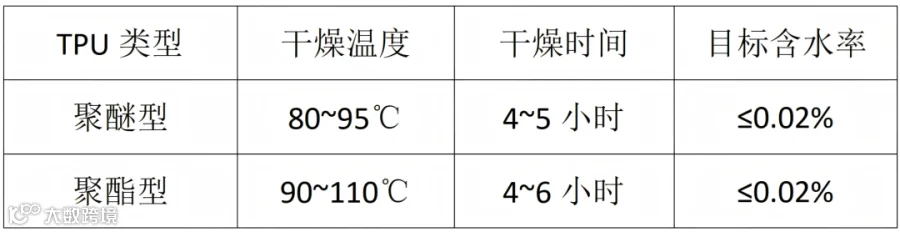
② 干燥:水分是"隐形杀手"
TPU极易吸潮,
水分会导致分子链水解、塑化不均、汽化形成针孔/晶点。
使用露点-40℃的除湿干燥机效果最佳。干燥后暴露空气超过20~30分钟,建议重新干燥。
③ 杂质控制:
原料中的
灰尘、金属颗粒、其他塑料碎片会直接形成晶点,还会磨损螺杆和刮花模头,长期影响表面质量。
医疗级TPU必须选用高纯度、符合生物相容性标准的原料。
二、表面不光滑的根源主要在工艺端:温度、转速、模头、冷却
材料选型和干燥到位后,
表面问题多可通过工艺优化解决
。
① 温度:塑化的"火候",建议分段控温
TPU挤出温度常见参考窗口180~210℃(视牌号和硬度调整)。
聚醚型:
料筒前段较低,中后段逐步升高,模头185~195℃左右。
聚酯型:
整体温度可比聚醚型高5~15℃,确保充分塑化。
温度太低:
塑化不均,易出晶点和粗糙;
温度太高:
降解产生小分子,表面发黄或缺陷增多。实际最佳温度必须通过小试验证。
② 转速与剪切力
推荐螺杆转速20~40 r/min,启动时低速逐步提升。
转速过高导致过度剪切和局部过热,分子链断裂;过低则塑化不均、表面条纹。
③ 模头与牵引
模头必须干净、无划痕、无积料,
定期清理
。模头温度比料筒末端略高5~10℃。
牵引
速度
比挤出速度略快1%~2%,
避免过度拉伸产生划痕或堆积粗糙。
④ 冷却定型
冷却水温
20~30℃,
模头出口到水槽距离
5~10cm为宜,
确保均匀冷却、结晶稳定。
总结:选对材料 + 用对工艺
TPU医疗导管的晶点问题
主要从材料端解决(选型匹配、严格干燥、高纯原料),表面不光滑则重点优化工艺参数(温度、转速、模头、冷却)
。
没有万能参数,只有最适合当前原料和设备的组合。
选对材料、用对思路,比盲目追求高端原料或反复调机更重要。
医疗产品还
需严格进行生物相容性验证和工艺验证
。
觉得文章有帮助,欢迎转发给需要的朋友,一起避坑!
如需TPU选型建议或工艺调试支持,可联系沟通。
往期文章:
行业热点 | 警惕!橡胶改TPU盲目跟风,注意这5个技术坑
3D 打印 TPU 表面粗糙:全面剖析成因与解决方案
TPU 线缆表面磨砂不均与光泽波动:成因剖析与系统解决方案
TPU医用导管总是堵?绝大多数问题出在这3个隐形细节
0.2mm的偏差,毁掉一整批线缆——线揽直径波动怎么治?
TPU+PVC共混改性:麻点与暗点缺陷成因及解决方案
【声明】内容源于网络
0
0
九焱TPU
新材料应用
内容
154
粉丝
0
关注
在线咨询
九焱TPU
新材料应用
总阅读
72
粉丝
0
内容
154

 九焱TPU
九焱TPU