搜索
首页
大数快讯
大数活动
服务超市
文章专题
出海平台
流量密码
出海蓝图
产业赛道
物流仓储
跨境支付
选品策略
实操手册
报告
跨企查
百科
导航
知识体系
工具箱
产业园
更多
找货源
跨境招聘
DeepSeek
首页
>
调机无数次仍无解?TPU制品缩水、披风、变形,背后逻辑到底是什么?
>
调机无数次仍无解?TPU制品缩水、披风、变形,背后逻辑到底是什么?
九焱TPU
2026-05-12
2
导读:做注塑的朋友,谁没被缩水、披风、变形轮番折磨过?缩水加保压,披风降压力,变形调模温——分而治之,调来调去往往按下葫芦浮起瓢。
做注塑的朋友,谁没被缩水、披风、变形轮番折磨过?
缩水加保压,披风降压力,变形调模温
——分而治之,调来调去往往按下葫芦浮起瓢。同一套模具,夏天缩水、冬天披风,换季就要重新调参数,技术员苦不堪言。
其实,这三大缺陷不是独立问题——它们背后有一个共同逻辑:
材料收缩特性、模具设计、工艺参数三者的匹配度出了问题。
必须系统解决,而非头痛医头。
一、缩水:补缩不足的本质
缩水是指制品冷却过程中,因
体积
收缩在表面形成的凹陷或空洞,常出现在厚壁、加强筋背面、凸台根部。
主要原因
塑料熔体冷却收缩时补缩不足或冷却不均。
材料收缩率越大、壁厚越厚、冷却越不均匀,缩水越严重。
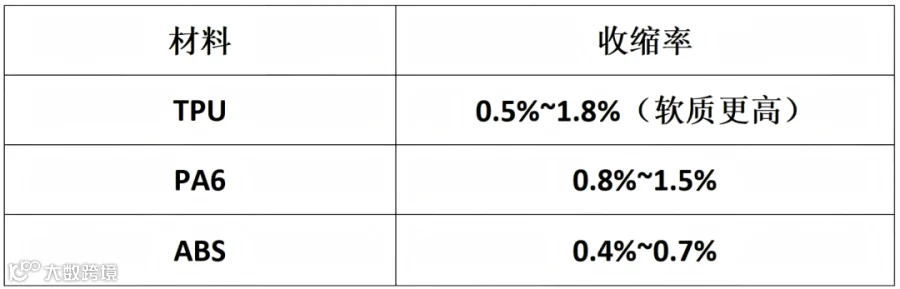
结晶型/半结晶材料(如TPU、PA)因体积变化较大,缩水风险通常高于非结晶材料(如ABS)。
典型收缩率参考(不同牌号差异较大,请以供应商数据表为准)
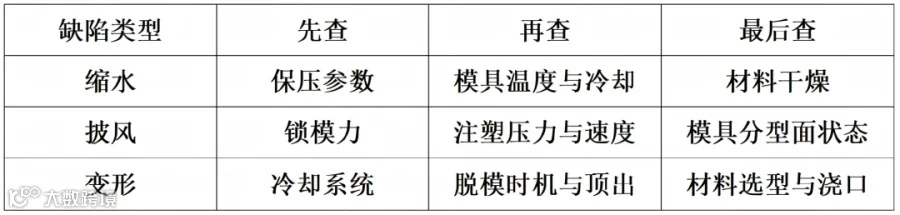
排查优先级
先保压参数→ 再模具
温度
与冷却系统 → 最后材料干燥。
厚壁制品建议从设计端优化:壁厚尽量均匀、加强筋根部加圆角过渡。
二、披风(毛边):压力失衡的信号
披风是熔体从分型面、顶针孔、滑块间隙溢出形成的薄片飞边。
主要原因
注塑压力过高或锁模力不足,导致模具微分开。材料流动性越好、压力越高、模具间隙越大,风险越高。
排查优先级
先锁模力→ 再注塑压力与
速度
→ 最后模具分型面状态。
经验公式参考:
制品投影面积× 注塑压力应小于锁模力的80%作为安全裕度。软质TPU流动性好,建议分型面间隙严格控制在0.02mm以内。
三、变形:应力残留的结果
变形是制品脱模后或使用中出现的弯曲、扭曲,常因冷却不均产生内应力释放导致。
主要原因
各部位冷却速度不一致、壁厚不均、材料各向异性(纤维增强料更明显)等。
排查优先级
先冷却系统→ 再脱模时机与顶出方式 → 最后材料选型与浇口设计。
高精度制品脱模后可考虑退火处理释放内应力(温度和
时间
需根据具体材料牌号确定,例如PA类80-120℃,TPU通常更低)。
四、系统化排查逻辑
核心原则:每次只调整单一参数,观察至少10模次以上,记录制品重量、尺寸和外观,确认稳定后再调整。
温度:每次调5-10℃
压力:每次调5-10%
时间:每次调1-2秒
五、速查表:三大缺陷排查优先级
六、预防管控体系
产品设计:
壁厚均匀(厚薄差越大,缩水和变形风险越高)、适当脱模斜度、圆角过渡。
模具设计:
冷却水道均匀、浇口位置平衡、分型面精度高、排气充分。
工艺参数:
固化标准参数,换模后首件确认。
设备维护:
定期检查锁模力、温度传感器、顶出系统。
七、不同材料特性差异
TPU:
收缩率受硬度影响大,软质(60A-80A)流动性好,缩水+披风风险高;硬质收缩较小,但填充难度可能增加。
PA6:
吸湿后收缩和银纹风险大,必须充分干燥。
ABS:
收缩相对稳定,但内应力易导致变形。
总结
缩水源于补缩不足,披风源于压力失衡,变形源于应力残留。
三者相互关联,必须用系统思维解决。选对材料、优化设计、固化工艺、做好维护,才能真正稳定量产。
以上内容基于行业常见实践和实验室经验总结,不同设备、原料牌号和产品要求差异较大,强烈建议结合具体材料数据表和小试验证后再大规模应用。
欢迎各位同行在评论区分享实战经验,一起避坑!
如需缺陷诊断或工艺支持,可私信交流!
往期文章:
行业热点 | 警惕!橡胶改TPU盲目跟风,注意这5个技术坑
为什么你的TPU注塑件总有流痕?
新能源车线束行业大洗牌!低烟无卤 TPU 爆红,传统材料再用必亏
【声明】内容源于网络
0
0
九焱TPU
新材料应用
内容
154
粉丝
0
关注
在线咨询
九焱TPU
新材料应用
总阅读
72
粉丝
0
内容
154
 九焱TPU
九焱TPU